آپریشن کے الگورتھم کے مطابق کنٹرول سسٹم کی درجہ بندی
 کنٹرول شدہ متغیر کی قدر اور اس کی تبدیلی کی نوعیت، جیسا کہ ہم پہلے ہی دیکھ چکے ہیں، متعدد عوامل پر منحصر ہے: ترتیب، وقت، پریشان کن اثر و رسوخ وغیرہ۔ ان عوامل.
کنٹرول شدہ متغیر کی قدر اور اس کی تبدیلی کی نوعیت، جیسا کہ ہم پہلے ہی دیکھ چکے ہیں، متعدد عوامل پر منحصر ہے: ترتیب، وقت، پریشان کن اثر و رسوخ وغیرہ۔ ان عوامل.
کوئی بھی خودکار نظام اس کے کام کرنے والے الگورتھم کی نوعیت (ری پروڈکشن کا قانون)، اس کے کنٹرول الگورتھم کی نوعیت، اور خود کو اپنانے کی صلاحیت کی موجودگی (غیر موجودگی) سے طے ہوتا ہے۔ یہ حروف خودکار نظاموں کی درجہ بندی کی بنیاد ہیں۔
کام کرنے والے الگورتھم کی نوعیت کے مطابق، خودکار نظاموں کو استحکام، ٹریکنگ اور سافٹ ویئر میں تقسیم کیا گیا ہے۔
V اسٹیبلائزنگ سسٹمز کسی بھی خلل کے لیے ایڈجسٹ ایبل ویلیو F (f) سسٹم پر عمل کرتے ہوئے، کنٹرولر کو مستقل رکھا جاتا ہے اور رواداری y = yo + Δy کے اندر دی گئی قدر yo کے برابر رکھا جاتا ہے،
جہاں Δy — نظام پر کام کرنے والے خلل F (t) کی شدت کے لحاظ سے کنٹرول شدہ قدر کا انحراف۔
اس طرح کے نظاموں میں ٹیوننگ ایکشنز x (t) مستقل، پہلے سے طے شدہ اقدار ہیں: x (t) = const۔
خودکار اسٹیبلائزیشن سسٹم کو اسٹیٹک اور سٹیٹک ریگولیشن کے اصول پر لاگو کیا جا سکتا ہے۔ مزید تفصیلات کے لیے یہاں دیکھیں: جامد اور جامد ضابطہ.
YES ٹریکنگ سسٹمز خودکار کنٹرول سسٹمز میں وہ سسٹم شامل ہوتے ہیں جن میں کسی قابل قبول غلطی کے ساتھ سسٹم کے آؤٹ پٹ پر کسی صوابدیدی قانون کے مطابق مختلف ان پٹ ویلیو کی ری پروڈکشن کی جاتی ہے۔
ٹریکنگ سسٹم کے لیے تولیدی قانون کو درج ذیل شکل میں لکھا جا سکتا ہے: y = x یا y = kx،
جہاں x ایک صوابدیدی ان پٹ مقدار ہے جو وقت یا دیگر پیرامیٹرز پر منحصر ہے اور عام طور پر پہلے سے نامعلوم ہے، k ایک پیمانے کا عنصر ہے۔
سروو سسٹمز میں، ایک اصطلاح استعمال کی جاتی ہے جو کنٹرول سسٹم میں استعمال ہونے والی اصطلاحات سے مختلف ہوتی ہے: "ریگولیشن" کے بجائے وہ کہتے ہیں "ٹریکنگ"، "عمل کا اختتام" - "ورک آؤٹ"، "ان پٹ ویلیو" - "لیڈنگ ویلیو" ، "آؤٹ پٹ ویلیو" - "ماتحت قدر"۔
انجیر میں۔ 1a سروو سسٹم کا ایک مثالی بلاک ڈایاگرام دکھاتا ہے۔
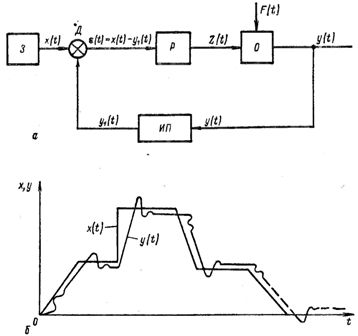
چاول۔ 1. سروو سسٹم کے ان پٹ اور آؤٹ پٹ کی کونیی نقل مکانی میں تبدیلیوں کا بلاک ڈایاگرام (a) اور خاکہ (b): 3 — ڈرائیو عنصر، D — غلط ترتیب دینے والا سینسر، P — کنٹرولر، O — آبجیکٹ، MT — پیمائش اور تبادلوں کا عنصر۔
ٹریکنگ سسٹم کا بنیادی عنصر تضاد سینسر D ہے، جو غلام اور ماسٹر اقدار کے درمیان تضاد (خرابی) کا تعین کرتا ہے۔ غلام کی قدر y کو MF کے ماپنے والے تبدیل کرنے والے عنصر سے ماپا جاتا ہے اور ماسٹر قدر x کی سطح پر لایا جاتا ہے۔
تضاد کا سینسر D ماسٹر عنصر 3 سے آنے والی ماسٹر ویلیو x اور غلام کی قیمت y کے درمیان فرق کی قدر سیٹ کرتا ہے اور کنٹرولر P کو سگنل بھیجتا ہے، جو آبجیکٹ پر ایک ریگولیٹنگ ایکشن Z (t) پیدا کرتا ہے۔ ریگولیٹر نتیجے میں عدم مماثلت کو صفر تک کم کرنے کی کوشش کرتا ہے۔ آقا کے مقرر کردہ نقطہ سے غلام کی قدر کا انحراف ہوتا ہے۔
انجیر میں۔ 1، b ٹریکنگ سسٹم کے ماسٹر x اور غلام y اقدار میں تبدیلی کا تخمینی خاکہ دکھاتا ہے۔
خودکار نظام جو ایک خاص، پہلے سے طے شدہ قانون کے مطابق کنٹرول شدہ متغیر y کو سافٹ ویئر کنٹرول سسٹم کہتے ہیں۔
ایک سافٹ ویئر سسٹم کے ری پروڈکشن کے قانون کو مساوات سے ظاہر کیا جا سکتا ہے۔
y = x (T)،
جہاں x (T) ایک سیٹ (پہلے سے معلوم) ٹائم فنکشن ہے جسے سسٹم کو دوبارہ پیش کرنا چاہیے۔
اس طرح کے نظاموں میں، ایک خاص ڈیوائس کا ہونا ضروری ہے - ایک ڈیٹیکٹر جو کسی خاص مطلوبہ قانون کے مطابق سیٹنگ x (t) کی قدر کو تبدیل کرے۔

کنٹرول الگورتھم کی نوعیت کے مطابق، خودکار نظاموں کو ایکشن کے کھلے لوپ (اوپن کنٹرول لوپ) کے ساتھ خودکار نظاموں اور ایکشن کے بند لوپ (بند کنٹرول لوپ) کے ساتھ خودکار نظاموں میں تقسیم کیا جاتا ہے۔
خود سے موافقت پذیر نظاموں کو خود انکولی یا خود کو ایڈجسٹ کرنے والے نظاموں اور غیر خود کو ایڈجسٹ کرنے والے نظاموں میں تقسیم کیا گیا ہے۔ واضح رہے کہ خود ساختہ نظام ایک نئی قسم کے نظام کی نمائندگی کرتے ہیں اور اس قسم کے نظام کے تمام تصورات مکمل طور پر تشکیل نہیں پاتے، اس لیے مختلف نصابی کتب میں ان کے مختلف نام ہیں،
تمام مینوفیکچرنگ پلانٹس کو توانائی کی کھپت، پیداواری صلاحیت اور مینوفیکچرنگ آپریشن کے معیار کے لحاظ سے بہترین طریقے سے کام کرنا چاہیے۔

ایسے پلانٹس کو خودکار کرتے وقت، خاص آلات کا ہونا ضروری ہے جو پروڈکشن پلانٹ کو ایک بہترین موڈ میں کام کرنے کے لیے خودکار ریگولیشن فراہم کر سکیں۔ اس طرح کے خصوصی آلات کو خودکار ایڈجسٹمنٹ سسٹم، یا خود کو ایڈجسٹ کرنے والا کنٹرول سسٹم کہا جاتا ہے۔
یہ سسٹم خود بخود پروڈکشن یونٹ کو بدلتے ہوئے آپریٹنگ حالات کے مطابق ڈھال لیتے ہیں، یعنی منظم آبجیکٹ کی بدلتی ہوئی خصوصیات تک (خرابی میں تبدیلی)، اور اسے ایک بہترین موڈ میں کام کرنے کے لیے؛ لہذا، خودکار ٹیوننگ سسٹم کو اکثر بہترین، یا انتہائی، کنٹرول سسٹم کہا جاتا ہے۔
اس طرح کے نظام کے استعمال سے پلانٹ کی پیداواری صلاحیت میں اضافہ، مصنوعات کے معیار کو بہتر بنانا، پیداوار کے فی یونٹ مزدوری کی لاگت کو کم کرنا وغیرہ ممکن ہوتا ہے۔ مستقبل میں، بہت سے خودکار تنصیبات میں خودکار سیٹ اپ سسٹم ہوں گے۔