خاکوں پر برقی آلات کے آپریشن کے سائکلوگرام
 دھاتی کاٹنے والی مشینوں اور تنصیبات کے بلاکس اور انفرادی آلات کے آپریشن کے اصول کے بارے میں مزید مکمل معلومات کے لیے، اسکیمیٹک سرکٹ ڈایاگرام کو اکثر سائکلوگرام کے ساتھ ضمیمہ کیا جاتا ہے۔
دھاتی کاٹنے والی مشینوں اور تنصیبات کے بلاکس اور انفرادی آلات کے آپریشن کے اصول کے بارے میں مزید مکمل معلومات کے لیے، اسکیمیٹک سرکٹ ڈایاگرام کو اکثر سائکلوگرام کے ساتھ ضمیمہ کیا جاتا ہے۔
سائکلوگرام - سائکلک ڈایاگرام، ایک چکراتی عمل کی تصویری نمائندگی۔
الیکٹریکل آلات کے آپریشن کے سائکلوگرام (ٹیکٹوگرام) کا مقصد الیکٹرک موٹرز اور کنٹرول آلات کی شمولیت کی ترتیب اور مدت کی وضاحت اور تعین کرنا ہے۔ وہ میکانزم کے چکروں میں الیکٹرک موٹروں اور کنٹرول آلات کی شمولیت کی ترتیب اور مدت کو واضح کرنے اور اس کا تعین کرنے کے لیے ضروری ہیں۔
خودکار ڈیوٹی سائیکل اور بڑی تعداد میں کنٹرول ڈیوائسز والے میکانزم کے لیے سائکلوگرام کا ہونا ضروری ہے۔ ایک اصول کے طور پر، سائکلوگرامس موشن سوئچز، پریشر سوئچز، برقی مقناطیس اور دیگر کمانڈ اور ایگزیکٹو ڈیوائسز یا الیکٹرک موٹرز دکھاتے ہیں۔
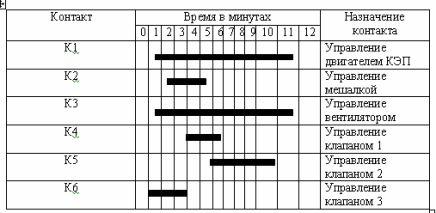
چاول۔ 1. سائکلوگرام کی مثال
سائکلوگرامس بنانے کے دو اہم طریقے ہیں - ٹیبلر اور گرافیکل۔ٹیبلر طریقہ عام طور پر ہائیڈرولک یا نیومیٹک الیکٹرک کنٹرول عناصر کے آپریشن کی وضاحت کے لیے استعمال کیا جاتا ہے۔
ٹیبلر طریقہ کے مطابق سائکلوگرام کو مرتب کرتے وقت، درج ذیل کنونشنوں پر عمل کرنا ضروری ہے:
a) «+» نشان کا مطلب آلہ کی جبری حالت ہے۔
یہ حالت افسردہ حد سوئچ پن، ایک سولینائڈ سپول پسٹن، یا ایک توانائی بخش سولینائڈ سے مساوی ہے۔
خود بحالی کے آلات صرف جبری حالت میں ہوں گے جب ان پر ان پٹ پاور (سگنل) کا اطلاق ہوتا ہے۔
ب) نشان «-» آلات کی آزاد حالت کو ظاہر کرنے کے لیے استعمال کیا جاتا ہے، جو منقطع برقی مقناطیس، غیر توانائی سے چلنے والے ٹریول سوئچز، ہائیڈرولک یا نیومیٹک اسپرنگس کے پسٹن سے مطابقت رکھتا ہے۔
c) ایسی صورتوں میں جہاں کنٹرول عناصر کی دو سے زیادہ مستحکم حالتیں ہوں، سائکلوگرام کو حروف کی علامتوں کے ساتھ ضمیمہ کیا جاتا ہے: H — ریل کی نچلی پوزیشن، B — اوپری؛ L - بائیں؛ پی - دائیں؛ C - اوسط، وغیرہ
انجیر میں۔ 2 دکھاتا ہے کہ کس طرح سائکلوگرام کو لیتھ کی سلائیڈوں (کاپی اور مارکنگ) کے لیے ٹیبل کیا جاتا ہے۔
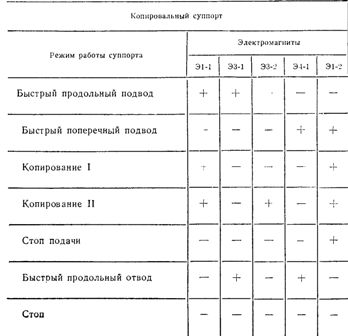
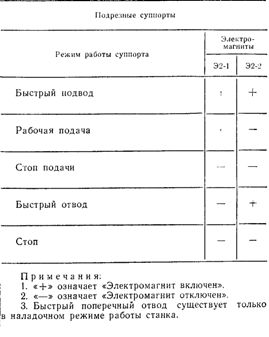
چاول۔ 2. ہائیڈرولک الیکٹرک ڈرائیوز کے آپریشن کا سائکلوگرام
سائکلوگرام ڈرائنگ کے ٹیبلر طریقہ کے برعکس، گرافک طریقہ نہ صرف ہائیڈرو- اور نیومو الیکٹرک اور کمانڈ آلات کی حالت کا تعین کرنے کی اجازت دیتا ہے، بلکہ میکانزم میں شامل تمام قسم کے میکانزم، برقی آلات جن کا ڈیزائن ہونا ضروری ہے۔ اس طرح کے سائکلوگرامس کو بصری، کھینچنے میں آسان اور پڑھنے میں قابل فہم ہونا چاہیے، اور ان میں پروڈکشن میکانزم کے تمام اجزاء کے عمل کو بھی مکمل طور پر نمایاں کرنا چاہیے۔
ڈیزائن میں، سائکلوگرامس "راستے میں"، ٹائم سائکلوگرامس اور میکانزم کے آپریشن کی ترتیب کے تسلسل کے خاکے اکثر استعمال ہوتے ہیں۔
سائکلوگرام کی قسم کا انتخاب ڈیزائن کردہ آبجیکٹ کے سائیکل کی پیچیدگی سے طے ہوتا ہے۔
سائکلوگرام "راستے میں" سب سے آسان ہیں، وہ صرف میکانزم کے عمل کے مختلف سائیکلوں کی تکنیکی تبدیلیوں اور کمانڈ اور ایگزیکٹو ڈیوائسز کے عہدوں کے لیے ضروری جگہوں کے تعین پر غور کرتے ہیں۔ یہ سائکلوگرام مشین کی کارکردگی کی درست نمائندگی کرتا ہے۔
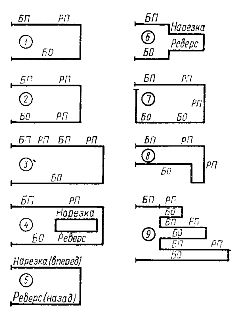
چاول۔ 3. "سڑک پر" مشین ٹول کی ترتیب کا آسان ترین خاکہ: BP — تیز رفتار نقطہ نظر: RP — ورکنگ فیڈ، BO — تیزی سے کٹائی، 1 — 9 — ریوڑ کی تکنیکی تبدیلی۔
لوڈنگ ڈیوائس اور قلم کے "راستے میں" کام کا سائکلوگرام متوازی عمل کی پیشرفت اور کمانڈ ڈیوائسز کی حالت کا جائزہ لینے کی اجازت دیتا ہے جو میکانزم اور ایگزیکٹو ڈیوائسز کے کام کے آغاز کو یقینی بناتے ہیں جو متعلقہ سوئچز کو انجام دیتے ہیں۔ لوڈنگ ڈیوائس.
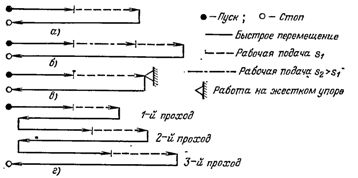
چاول۔ 4. ماڈیولر میٹل کٹنگ مشینوں کے پاور ہیڈز کے موومنٹ سائیکل کے خاکے۔
سائکلوگرامس کی وضاحت:
کٹنگ ٹولز کے ساتھ فیڈ ہیڈ پہلے تیزی سے ورک پیس کے قریب پہنچتا ہے، پھر حرکت کی رفتار کم ہوجاتی ہے اور ورکنگ فیڈ حاصل کی جاتی ہے۔ پروسیسنگ ختم کرنے کے بعد، سر کو جلدی سے اس کی اصل پوزیشن (a) پر واپس کر دیا جاتا ہے۔ جب بولٹ کے سوراخوں کو مرکب ٹول کے ساتھ مشینی کرتے ہیں، تو پہلے انہیں عام ورکنگ فیڈ s2 کے ساتھ ڈرل کیا جاتا ہے (یا ٹیپ کیا جاتا ہے)، پھر کم فیڈ میں خودکار منتقلی کی جاتی ہے، جس میں کاؤنٹر سنکنگ کی جاتی ہے۔اس کیس کے لیے سر کی حرکت کا سائیکل ڈایاگرام تصویر میں دکھایا گیا ہے۔ 4، ب.
ورکنگ اسٹروک کے اختتام پر ڈرل شدہ سوراخوں کے قریب اختتامی سطحوں کا مقابلہ کرنے کے لیے، آلے کو بغیر فیڈ کے گھمایا جاتا ہے — سخت سٹاپ پر کام کریں (تصویر 4، c)۔ فیڈ ہیڈ ایک مقررہ بریکٹ پر نصب خصوصی سکرو پر آرام کرنے سے رک جاتا ہے۔ ہائیڈرولک سسٹم میں تیل کا دباؤ بڑھ جاتا ہے اور پریشر سوئچ کی ترتیب سے طے شدہ وقت کی تاخیر کے بعد، سر اپنی اصل پوزیشن پر واپس آجاتا ہے۔
گہرے سوراخ کرتے وقت، وقتا فوقتا ڈرل بٹ کو ورک پیس سے دور کھینچیں تاکہ چپس کو ہٹایا جا سکے اور اسے ٹھنڈا کیا جا سکے۔ اس کیس سے مطابقت رکھنے والا پاور ہیڈ موشن سائیکل تصویر میں دکھایا گیا ہے۔ 4، d. ڈرلنگ کے اختتام پر، ٹولز کے ساتھ سر اپنی اصل پوزیشن پر واپس آ جاتا ہے۔
پیچیدہ سائیکل، جس میں بڑی تعداد میں برقی آلات یا مشینیں شامل ہوتی ہیں، کو ٹائم سائکلوگرامس کی شکل میں دکھایا جاتا ہے، جو سیکنڈوں (یا منٹوں) میں تکنیکی تبدیلیوں اور پیداواری میکانزم کی انفرادی اکائیوں کے آپریشن کو ظاہر کرتے ہیں۔
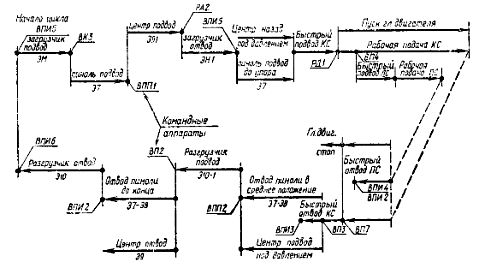
چاول۔ 5. مشین کے قلم میں لوڈنگ ڈیوائس کے "راستے پر" کام کا سائکلوگرام