پروڈکشن لائن کے ڈیزائن میں شامل الیکٹریکل اسکیمیٹکس
جڑ اور ٹبر کی فصلوں کی پروسیسنگ کے لیے پیداواری لائن کا انتظام
جڑوں کی فصلوں کا ذخیرہ لوڈنگ ہوپر 1 میں ذخیرہ کیا جاتا ہے۔ جب ہاپر کے نچلے حصے میں چارے کی پروسیسنگ کرتے ہیں، تو والو کو کھولیں اور جڑوں کو کشش ثقل کے ذریعے مائل کنویئر 2 پر کھلایا جاتا ہے، جو انہیں الگ کرنے والے پتھر 3 میں فیڈ کرتا ہے۔ جسے وہ جڑوں کو دھونے کے لیے کٹر کے پاس جاتے ہیں 4۔ پسی ہوئی جڑوں کو پھر فیڈ پلانٹ کے بھاپ غسل 5 میں یا دوسرے کمرے میں لے جانے کے لیے ہوا کے راستے کے کارٹ 6 میں کھلایا جاتا ہے۔
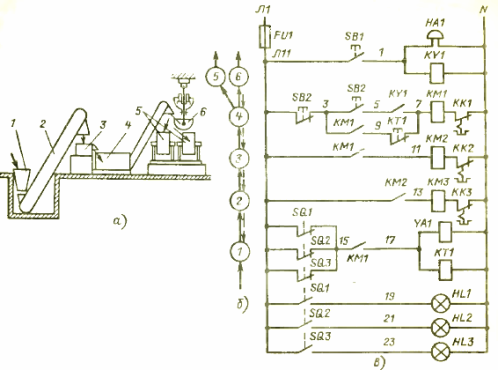
چاول۔ 1. جڑ اور ٹبر کی فصلوں کی پروسیسنگ کے لیے پیداوار لائن
یہ لائن ایک عام کنویئر سسٹم ہے۔ ایسے نظام میں، مناسب آپریشن کو یقینی بنانے کے لیے، میکانزم کو مسدود کرنے کی سہولت فراہم کی جاتی ہے، یعنی ان کے آغاز اور رکنے کی ایک خاص ترتیب ترتیب دینا اور، ایک اصول کے طور پر، بلاکنگ عمل کے بہاؤ کی سمت کے مخالف سمت میں کی جاتی ہے۔
ایسی لائن کو کنٹرول کرنے کے لیے برقی کنٹرول سرکٹ (الیکٹریکل سرکٹ) استعمال کیا جاتا ہے (تصویر 1، سی)۔یہ متعلقہ میکانزم کے لانچرز کو دکھاتا ہے۔ تکنیکی عمل کے ساتھ آریھ کی خط و کتابت قائم کرنے کے لیے، ایک ٹیکنالوجی ڈایاگرام اور بلاکس آریھ کے بائیں طرف دکھائے گئے ہیں (تصویر 1، بی)۔
برقی سرکٹ کے آپریشن کے اصول
ہاپر میں ڈیمپر کلوزنگ سولینائڈ YA1 ہوتا ہے۔ میکانزم 2-4 کو کنٹرول کرنے کے لیے، بالترتیب، ابتدائی KMZ-KM1 کنٹرول بٹن SB2 کے لیے فراہم کیے گئے ہیں۔ SB1 بٹن کو سٹارٹ سگنل دینے کے لیے ڈیزائن کیا گیا ہے، انتباہی لیمپ HL1 -HL3 — میکانزم 5 اور 6 کی ورکنگ سٹیٹس کو سگنل دینے کے لیے۔
لائن کو کام میں شروع کرنے کے لیے، پری اسٹارٹ سگنل دینے کے لیے بٹن SB1 دبائیں، HA1 کی گھنٹی بجتی ہے، KY1 ریلے چالو ہوجاتا ہے، شروع کرنے کے لیے پہلے اسٹارٹر KM1 کے سرکٹ میں اپنا رابطہ بند کر دیتا ہے۔ پھر، SB1 بٹن کو جاری کیے بغیر، SB2 بٹن کو دبائیں، اسٹارٹر KM1 کو آن کرتے ہوئے، پھر KM2 اور KMZ ایک دوسرے کے رابطوں کے ذریعے شروع کیے جاتے ہیں، سولینائڈ YA1 کو چالو کیا جاتا ہے، ڈیمپر کو کھولتا ہے۔ تمام مشینیں کام میں شامل ہیں، جڑ اور ٹبر کی فصلوں کو پروسیس کیا جاتا ہے۔
لائن کا کام اس وقت تک جاری رہتا ہے جب تک کہ سٹیم باتھ 5 یا ٹرالی باڈی 6 بھر نہیں جاتی۔ یہ بالترتیب SQ1 - SQ3 کے ان کی حد سوئچز سے اشارہ کیا جائے گا۔ ان کا سگنل برقی مقناطیس YA1 اور ٹائم ریلے KT1 کے سپلائی سرکٹ کو کھولتا ہے۔ برقی مقناطیس ہاپر والو 1 کو جاری کرتا ہے اور یہ، واپسی کے موسم بہار کی کارروائی کے تحت، کنویئر 2 اور اس سے آگے جڑ کی فصلوں کے بہاؤ کو روکتا ہے۔
سرکٹ میں نصب ٹائم ریلے KT1 لائن کو تبدیل کرنے کے لیے ڈیزائن کیا گیا ہے، یعنیہوپر 1 کو بند کرنے کے بعد، مشینیں کچھ وقت کے لیے کام کرتی رہتی ہیں، جو جڑوں کی فصلوں کی باقیات سے مشینوں کی مکمل صفائی کے لیے ضروری ہے۔ اس وقت کے بعد، ریلے اپنے رابطے کے ساتھ تمام میکانزم کو بند کر دیتا ہے. دستی بریک لگانے کے لیے، سرکٹ میں SB2 بٹن کھولنے کے لیے ایک رابطہ ہوتا ہے۔
پروڈکشن لائن کا ایک لائن پاور سپلائی خاکہ
کنٹرول پینل میں تمام کنٹرول آلات کو مرکوز کرنا سب سے آسان ہے۔ اس صورت میں، مشینوں کی پاور سپلائی اسکیم کو تصویر میں دکھایا گیا ہے۔ 2.
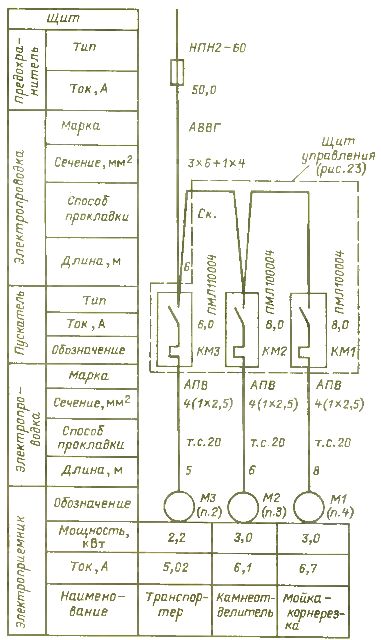
چاول۔ 2. پروڈکشن لائن کا ایک لائن پاور سپلائی ڈایاگرام
فیوز فیڈ اسٹور پاور پینل میں نصب ہے۔ PML سیریز کے حفاظتی کور کے بغیر اسٹارٹرز پینل میں نصب ہیں اور 8 A کے کرنٹ کے لیے الیکٹرک پروٹیکشن تھرمل ریلے RTL-1012 سے لیس ہیں، جس کی ایڈجسٹمنٹ رینج 5.5 - 8 A ہے۔ مخصوص پروٹیکشن کرنٹ کے مطابق ایڈجسٹ کیا جاتا ہے۔ موٹر کرنٹ
KM1 اسٹارٹر کے ساتھ فراہم کیا جاتا ہے۔ منسلکہ سے رابطہ کریں۔ PKL-2204 کیونکہ سرکٹ کو چلانے کے لیے تین معاون رابطوں کی ضرورت ہوتی ہے اور اس میں صرف ایک بند ہونے والا معاون رابطہ ہوتا ہے۔
الیکٹرک ڈرائیوز کی پاور سپلائی اسکیم، ایک اصول کے طور پر، ایک لائن تصویر میں دی گئی ہے۔ یہ پاور سوئچنگ ڈیوائسز، برقی وائرنگ اور ان کو بچھانے کے طریقے دکھاتا ہے۔
کنٹرول بورڈ کی اسکیمیٹکس اور بورڈ میں برقی آلات کا سرکٹ ڈایاگرام
اس کے بعد، کنٹرول پینل سے ایک ڈرائنگ بنائی گئی ہے جس پر کنٹرول کا سامان موجود ہے (تصویر 3)۔ تنصیب کے لیے درج ذیل آلات قبول کیے جاتے ہیں: سگنل لیمپ HL1-HL3 (AC-220)، بٹن SB1 (PKE122-1UZ)، SB2 (PKE622-2UZ)، ریلے KY1 (RPU-2M، 2z)، KT1 (VL-18- 1، فیوز FU1 (PRS-6-P)، موجودہ اندراج 6 A، ٹرمینل بلاک XT (BZ-10)۔
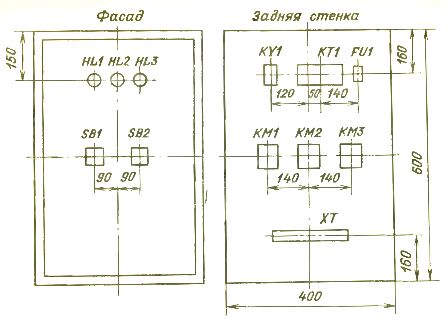
چاول۔ 3. برقی آلات کی ترتیب کے ساتھ کنٹرول پینل کا عمومی منظر
اس کے بعد، پرنٹ شدہ سرکٹ بورڈ کے کنکشنز کی ایک ڈرائنگ (الیکٹریکل ڈایاگرام - تصویر 4) دکھائی گئی ہے، جس پر نصب کیے گئے برقی آلات کے برقی ڈایاگرامس پیمانے، سیریل نمبرز (عدد میں) اور پوزیشنی عہدوں کا مشاہدہ کیے بغیر تیار کیے گئے ہیں۔ ڈایاگرام کے اصول کے مطابق (ہر تصویر کے اوپر) رکھا گیا ہے۔
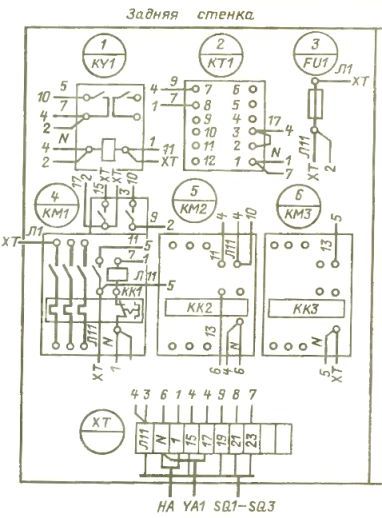
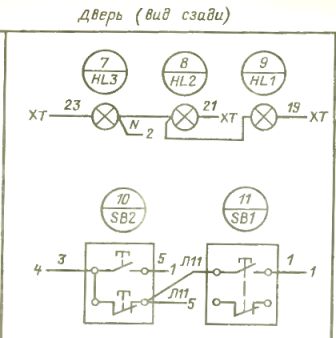
چاول۔ 4. کنٹرول پینل میں برقی آلات کی وائرنگ ڈایاگرام
تنصیب ایک طریقے سے کی جاتی ہے، مثال کے طور پر، مخالف پتوں کے طریقہ سے، جس میں آلات کے متعلقہ ٹرمینلز پر تاروں کے حصوں کو دکھایا جاتا ہے، جس پر تار کا برانڈ اسکیمیٹک ڈایاگرام کے مطابق لکھا جاتا ہے، اور جب آلہ نمبر آخر میں اشارہ کیا جاتا ہے، جس کی طرف اس تار کو ہدایت کی جاتی ہے۔ مخالف ڈیوائس پر، اسی تار کو پچھلے ڈیوائس کے نمبر کے ساتھ نشان زد کیا جاتا ہے۔
سوئچ بورڈ اور برقی آلات کا کنکشن ڈایاگرام
اس کے بعد، کنکشن بورڈ اور برقی آلات کا خاکہ تیار کیا گیا ہے (تصویر 5)۔ 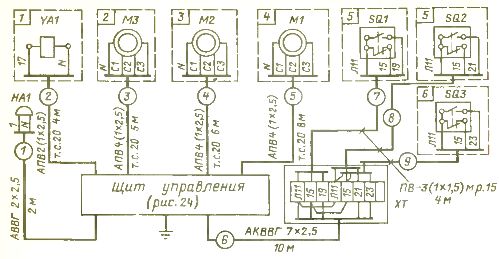
چاول۔ 5. کنٹرول پینل اور برقی آلات کے بیرونی کنکشن کا خاکہ
اس طرح کے خاکہ میں، جیسا کہ پچھلی مثال میں، ضروری پراسیس مشینیں ان کے برقی آلات اور متعلقہ وائرنگ کو اسکیمیٹک ڈایاگرام کے مطابق دکھایا گیا ہے۔ واضح رہے کہ ڈائیگرام پر برقی موٹروں کی وائرنگ کو نہ کھینچنا جائز ہے، کیونکہ وہ تصویر میں ایک لائن والے خاکے پر دستیاب ہیں۔ 2.
پروڈکشن لائن پر برقی آلات کی ترتیب
منصوبے کی آخری ڈرائنگ برقی آلات کی ترتیب ہے (تصویر 6)۔احاطے کا منصوبہ اور آسان تکنیکی آلات اس پر لاگو ہوتے ہیں، ڈیزائن کیا گیا برقی سامان رکھا جاتا ہے، اور ان علامتوں میں جن کے قریب حوالہ کے عہدہ پچھلے پروجیکٹ کی ڈرائنگ کے مطابق رکھے جاتے ہیں، وائرنگ کے راستے دکھائے جاتے ہیں اور ان کے مشروط نمبر دکھائے جاتے ہیں۔ کنکشن ڈایاگرام اور ایک لائن ڈایاگرام کے مطابق۔
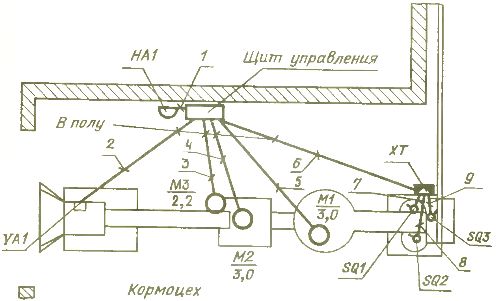
چاول۔ 6. برقی آلات کا مقام
یہ اور پچھلے ڈرائنگ سائٹ پر منصوبے کے عملی نفاذ کے لیے ناگزیر ہیں۔