ڈی سی موٹرز کا قیام
 ڈائریکٹ کرنٹ الیکٹرک موٹرز کا ریگولیشن مندرجہ ذیل دائرہ کار میں کیا جاتا ہے: بیرونی جانچ، ڈائریکٹ کرنٹ کے لیے وائنڈنگز کی مزاحمت کی پیمائش، ہاؤسنگ اور ان کے درمیان وائنڈنگز کی موصلیت مزاحمت کی پیمائش، انٹرٹرن موصلیت کی جانچ آرمچر سمیٹنا، ٹرائل رن۔
ڈائریکٹ کرنٹ الیکٹرک موٹرز کا ریگولیشن مندرجہ ذیل دائرہ کار میں کیا جاتا ہے: بیرونی جانچ، ڈائریکٹ کرنٹ کے لیے وائنڈنگز کی مزاحمت کی پیمائش، ہاؤسنگ اور ان کے درمیان وائنڈنگز کی موصلیت مزاحمت کی پیمائش، انٹرٹرن موصلیت کی جانچ آرمچر سمیٹنا، ٹرائل رن۔
ڈی سی موٹر کا بیرونی معائنہ، نیز انڈکشن موٹر کا معائنہ، شیلڈ سے شروع ہوتا ہے۔ مندرجہ ذیل ڈیٹا کو ڈی سی موٹر کے نام کی تختی پر اشارہ کیا جانا چاہئے:
- صنعت کار کا نام یا تجارتی نشان،
- گاڑی کی قسم،
- مشین کا سیریل نمبر،
- برائے نام ڈیٹا (طاقت، وولٹیج، کرنٹ، رفتار)،
- مشین کو پرجوش کرنے کا طریقہ،
- جاری ہونے کا سال،
- مشین کا وزن اور GOST۔
سمیٹنے والے ٹرمینلز مستقل انجن ایک دوسرے سے اور جسم سے قابل اعتماد طریقے سے الگ تھلگ ہونا چاہیے، ان کے اور جسم کے درمیان فاصلہ کم از کم 12-15 ملی میٹر ہونا چاہیے۔ بیرونی امتحان کے دوران خصوصی توجہ دی جاتی ہے۔ جمع کرنے والا اور برش کا طریقہ کار (برش، ٹراورسز اور برش ہولڈرز)، چونکہ ان کی حالت مشین کی تبدیلی اور اس وجہ سے اس کے آپریشن کے استحکام کو نمایاں طور پر متاثر کرتی ہے۔
کلکٹر کا معائنہ کرتے وقت، وہ اس بات پر یقین رکھتے ہیں کہ کام کرنے والی سطح پر ملنگ کٹر، سوراخ، وارنش اور پینٹ کے دھبوں کے ساتھ ساتھ برش میکانزم کے غیر اطمینان بخش آپریشن سے کاربن کے ذخائر کے نشانات نہیں ہیں۔ کلکٹر پلیٹوں کے درمیان موصلیت کو 1-2 ملی میٹر کی گہرائی تک منتخب کیا جانا چاہئے، پلیٹوں کے کناروں کو 0.5-1 ملی میٹر (انجن کی طاقت پر منحصر ہے) کی چوڑائی کے ساتھ چیمفرڈ کیا جانا چاہئے۔ پلیٹوں کے درمیان خلا کو مکمل طور پر صاف ہونا چاہیے - ان میں دھاتی شیونگ یا لکڑی کے شیونگ، گریفائٹ برش، تیل، وارنش وغیرہ کی دھول نہیں ہونی چاہیے۔
ڈی سی موٹر کا آپریشن، اور خاص طور پر اس کا برش میکانزم، کلکٹر کے رساو اور اس کے کمپن سے متاثر ہوتا ہے۔ کلیکٹر کی پیریفرل اسپیڈ جتنی زیادہ ہوگی، قابل اجازت رساو اتنی ہی کم ہوگی۔ تیز رفتار موٹروں کے لیے، زیادہ سے زیادہ قابل اجازت رساو کی قدر 0.02-0.025 ملی میٹر سے زیادہ نہیں ہونی چاہیے۔ کمپن کے طول و عرض کی شدت کو ڈائل اشارے سے ماپا جاتا ہے۔
پیمائش کے دوران، اشارے کی نوک کو سطح کے خلاف اس سمت میں دبایا جاتا ہے جس میں کمپن کی پیمائش کی جائے گی۔ چونکہ کلکٹر کی سطح میں خلل پڑتا ہے (کلیکٹر پلیٹیں اور رسیسز متبادل طور پر)، ایک اچھی طرح سے تیز برش استعمال کیا جاتا ہے، جس پر اشارے کی نوک کو آرام کرنا چاہئے۔ اشارے کی رہائش کو کمپن سے پاک بنیاد پر محفوظ کیا جانا چاہیے۔
پیمائش کرتے وقت، اشارے کا پوائنٹر ایک مخصوص زاویہ کے اندر ناپے جانے والے کمپن کی فریکوئنسی کے ساتھ گھومتا ہے، جس کی قدر کا اندازہ ایک ملی میٹر کے سوویں حصے میں اشارے کے پیمانے پر لگایا جاتا ہے۔ تاہم، یہ آلہ 750 rpm کی رفتار سے کمپن کی پیمائش کر سکتا ہے۔750 rpm سے زیادہ گردش کی رفتار والے انجنوں کے لیے ضروری ہے کہ خاص آلات استعمال کیے جائیں - وائبرومیٹر یا وائبروگراف، جو مشین کے بعض اجزاء کی کمپن کی پیمائش یا ریکارڈ کر سکتے ہیں۔
رساو کو بھی اشارے سے ماپا جاتا ہے۔ کئی گنا رساو کو انجن کے سرد اور گرم دونوں حالات میں ماپا جاتا ہے۔ پیمائش کرتے وقت، اشارے کے تیر کے رویے پر توجہ دیں۔ تیر کی ہموار حرکت سطح کی کافی سلنڈریت کی نشاندہی کرتی ہے، اور تیر کا مروڑنا سطح کے سلنڈر کی مقامی خلاف ورزیوں کی نشاندہی کرتا ہے، جو خاص طور پر موٹر کے برش میکانزم کے لیے خطرناک ہے۔ جھٹکے کی پیمائش مشروط ہے، کیونکہ کام تجربہ بتاتا ہے کہ ایسی موٹریں ہیں، جن پر جھٹکوں کی قدریں کم گردشی رفتار پر بڑی ہوتی ہیں اور برائے نام رفتار پر اطمینان بخش کام کرتی ہیں۔ لہذا، کلکٹر کے کام کے معیار کے بارے میں حتمی نتیجہ صرف لوڈ کے تحت انجن کے آپریشن کی جانچ پڑتال کے بعد دیا جا سکتا ہے.
ڈی سی موٹر کے مکینیکل حصے کی جانچ کرتے وقت، آپ کو راشن کی حالت اور وائنڈنگز، بیئرنگ اسمبلیوں، خلا کی یکسانیت (موٹر کے جدا ہونے کے ساتھ) کی حالت پر توجہ دینی چاہیے۔ آرمچر اور موٹر کے مین پولز کے درمیان متضاد طور پر متضاد پوائنٹس پر ماپا جانے والا فرق 3 ملی میٹر سے کم خلا کے لیے اوسط قدر سے 10% سے زیادہ اور 3 ملی میٹر سے زیادہ کے فرق کے لیے 5% سے زیادہ نہیں ہوگا۔
جھٹکوں اور کمپن کو چیک کرنے کے بعد، وہ موٹر کے برش میکانزم کو ایڈجسٹ کرنا شروع کر دیتے ہیں۔ کلپس میں برش کو آزادانہ طور پر حرکت کرنا چاہئے لیکن ہلنا نہیں چاہئے۔گردش کی سمت میں برش اور ہولڈر کے درمیان معمول کا فاصلہ 0.1-0.4 ملی میٹر سے زیادہ نہیں ہونا چاہئے، طول البلد سمت میں 0.2-0.5 ملی میٹر۔
کلیکٹر پر برش کا عام مخصوص دباؤ، برش کے مواد کے درجے پر منحصر ہے، گریفائٹ برش کے لیے کم از کم 150-180 گرام/سینٹی میٹر 2، کاپر گریفائٹ کے لیے 220-250 گرام/سینٹی میٹر ہونا چاہیے۔ موجودہ غیر مساوی تقسیم سے بچنے کے لیے، انفرادی برش کا دباؤ اوسط سے 10% سے زیادہ مختلف نہیں ہونا چاہیے۔ مخصوص دباؤ کا تعین اس طرح کیا جاتا ہے۔ کلکٹر اور برش کے درمیان پتلی کاغذ کی ایک شیٹ رکھی جاتی ہے، برش کے ساتھ ایک ڈائنومیٹر منسلک ہوتا ہے، اور پھر، برش کو ڈائنامومیٹر سے کھینچتے ہوئے، وہ ایک ایسی پوزیشن پاتے ہیں جہاں کاغذ کی شیٹ کو آزادانہ طور پر کھینچنا ممکن ہو گا۔ اس مقام پر ڈائنو ریڈنگ کئی گنا پر برش کے دباؤ کے مساوی ہے۔ مخصوص دباؤ کا تعین برش کی بنیاد کے علاقے سے ڈائنومیٹر ریڈنگ کو تقسیم کرکے کیا جاتا ہے۔
برش کی درست تنصیب مشین کے درست آپریشن کے لیے سب سے اہم عوامل میں سے ایک ہے۔ برش ہولڈرز کو اس طرح سے نصب کیا گیا ہے کہ برش کلکٹر پلیٹوں کے سختی سے متوازی ہوں اور ان کے کناروں کے درمیان فاصلہ مشین کے کھمبوں کی علیحدگی کے برابر ہو جس کی غلطی 2% سے زیادہ نہ ہو۔
کئی سلیپر والی موٹروں میں، برش ہولڈرز کو اس طرح رکھا جاتا ہے کہ برش زیادہ سے زیادہ کلیکٹر کی لمبائی کو ڈھانپتے ہیں (نام نہاد اسٹیک شدہ انتظام)۔ اس سے کلیکٹر کی پوری لمبائی کے ساتھ تبدیلی میں حصہ لینا ممکن ہو جائے گا، جو اس کے زیادہ یکساں لباس میں حصہ ڈالتا ہے۔تاہم، برش کے اس طرح کے انتظام کے ساتھ، یہ یقینی بنانا ضروری ہے کہ برش آپریشن کے دوران (شافٹ کے اسٹروک کو مدنظر رکھتے ہوئے) کلیکٹر کے کنارے سے باہر نہ نکلیں۔ انجن کو شروع کرنے سے پہلے، برش کو کلکٹر (تصویر 1) پر درمیانے درجے کے گرٹ گلاس (لیکن کاربورنڈم نہیں) کاغذ سے احتیاط سے رگڑ دیا جاتا ہے۔ کاربورنڈم کاغذ کے دانے برش کے جسم میں گھس سکتے ہیں اور پھر آپریشن کے دوران کلیکٹر کو سکریچ کر سکتے ہیں، اس طرح مشین کی سوئچنگ کی حالت خراب ہو جاتی ہے۔
ونڈنگز کو شامل کرنے کی درستگی کی جانچ کرنے سے پہلے، ایک خاص قسم کی مشین کے ٹرمینلز کی مارکنگ کا مطالعہ کریں۔ DC موٹرز میں، وائنڈنگز کو GOST 183-66 کے مطابق ان کے نام کے پہلے بڑے حروف کے ساتھ نامزد کیا جاتا ہے، اس کے بعد وائنڈنگ کے آغاز کے لیے نمبر 1 اور اس کے اختتام کے لیے 2 ہوتا ہے۔ اگر موٹر میں اسی نام کے دیگر وائنڈنگز ہیں، تو ان کے شروع اور سرے نمبر 3-4، 5-6 وغیرہ سے نشان زد ہیں۔ ٹرمینل کے نشانات انجیر میں دکھائے گئے حوصلہ افزائی کے سرکٹس اور موٹر کی گردش کی سمتوں کے مطابق ہو سکتے ہیں۔ 2.
قطب وائنڈنگز کو شامل کرنے کی درستگی کو ان کی قطبیت کی تبدیلی کو واضح کرنے کے لیے جانچا جاتا ہے۔ ہر مشین کے لیے معاون اور بنیادی کھمبوں کی قطبی تبدیلی کو مشین کی گردش کی دی گئی سمت کے لیے سختی سے بیان کیا جانا چاہیے۔ جب موٹر موڈ میں چلنے والی مشین کی گردش کی سمت میں ایک قطب سے دوسرے کھمبے کی طرف جاتے ہیں تو، ہر مرکزی قطب کے بعد ایک ہی قطبیت کا ایک اضافی قطب ہوتا ہے، مثال کے طور پر N — n, S — s۔ کھمبے کی قطبیت کا تعین کئی طریقوں سے کیا جا سکتا ہے: بصری معائنہ کے ذریعے، مقناطیسی سوئی کا استعمال کرتے ہوئے اور ایک خاص کوائل کا استعمال کرتے ہوئے۔
پہلا طریقہ ان صورتوں میں استعمال کیا جاتا ہے جہاں کنڈلی کی سمت کو بصری طور پر معلوم کیا جا سکتا ہے۔

چاول۔ 1. کلیکٹر کو برش رگڑنا:. a - غلط؛ روشن
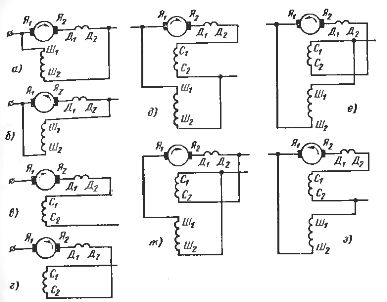
چاول۔ 2. مختلف اتیجیت اسکیموں اور گردش کی سمتوں کے لیے DC موٹرز کے وائنڈنگ ٹرمینلز کے عہدہ
سمیٹنے کی سمت جان کر اور "جمبل" اصول کا استعمال کرتے ہوئے، کھمبوں کی قطبیت کا تعین کریں۔ یہ طریقہ سیریل فیلڈ وائنڈنگ سے سمیٹنے کے لیے آسان ہے، موڑ کے اہم کراس سیکشن کی وجہ سے جس کی سمت کا تعین کرنا بہت آسان ہے۔
دوسرا طریقہ بنیادی طور پر متوازی جوش و خروش کے ساتھ کنڈلیوں کے لیے استعمال ہوتا ہے۔ اس طریقہ کار کا خلاصہ درج ذیل ہے۔ موٹر کو سمیٹنے پر ایک کرنٹ لگایا جاتا ہے، ایک مقناطیسی سوئی کو دھاگے پر لٹکایا جاتا ہے، جس کے سروں کی قطبیت نشان زد ہوتی ہے، اور باری باری ہر کھمبے پر لگائی جاتی ہے۔ قطب کی قطبیت پر منحصر ہے، تیر مخالف قطبیت کے اختتام کے ساتھ اس کا سامنا کرے گا۔
اس طریقہ کو استعمال کرتے وقت، یہ یاد رکھنا چاہیے کہ تیر میں دوبارہ جادو کرنے کی صلاحیت ہوتی ہے، اس لیے یہ تجربہ جتنی جلدی ہو سکے انجام دیا جائے۔ مقناطیسی سوئی کا طریقہ شاذ و نادر ہی کسی سیریز کوائل کی قطبیت کا تعین کرنے کے لیے استعمال ہوتا ہے کیونکہ کافی مضبوط فیلڈ پیدا کرنے کے لیے ایک اہم کرنٹ کو کوائل سے گزرنا چاہیے۔
کنڈلی کی قطبیت کا تعین کرنے کا تیسرا طریقہ کسی بھی کوائل پر لاگو ہوتا ہے، اسے ٹیسٹ کوائل کا طریقہ کہا جاتا ہے۔ کنڈلی کسی بھی شکل کی ہو سکتی ہے — ٹورائیڈل، مستطیل، بیلناکار۔ کوائل کو گتے، سیلولائڈ وغیرہ کے فریم پر پتلی موصل تانبے کے تار سے زیادہ سے زیادہ موڑ کے ساتھ زخم کیا جاتا ہے۔ ملی وولٹ میٹر۔
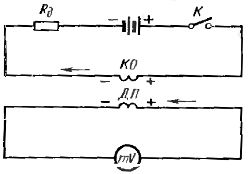
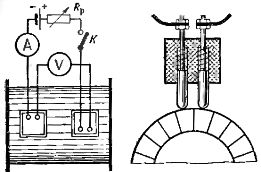
کنڈلی کا کنکشن درست سمجھا جاتا ہے اگر ہر دو ملحقہ کھمبوں کے نیچے سے آلے کے تیر مختلف سمتوں میں ہٹ جائیں، بشرطیکہ ٹیسٹ کنڈلی کا سامنا ایک ہی طرف کھمبوں سے ہو۔ آرمچر وائنڈنگ کے نسبت اضافی کھمبوں کے وائنڈنگ کے صحیح کنکشن کی جانچ انجیر میں دکھائی گئی اسکیم کے مطابق کی جاتی ہے۔ 4.
جب سوئچ K بند ہو جائے گا، ملی وولٹ میٹر کی سوئی ہٹ جائے گی۔ صحیح طریقے سے آن ہونے پر، معاون قطب وائنڈنگ کی مقناطیسی قوت آرمچر وائنڈنگ کی مقناطیسی قوت کے مخالف ہوتی ہے، اس لیے آرمیچر وائنڈنگ اور معاون قطب وائنڈنگ کو مخالف طور پر آن کیا جانا چاہیے، یعنی مائنس (یا جمع) آرمیچر کو اضافی کھمبوں کی وائنڈنگ کے مائنس (یا پلس) سے جوڑا جانا چاہیے۔
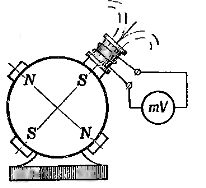
چاول۔ 3. ٹیسٹ کنڈلی کا استعمال کرتے ہوئے ڈی سی موٹرز کے کھمبوں کی قطبیت کا تعین کرنا
چاول۔ 4. آرمچر وائنڈنگ کے مقابلے میں اضافی کھمبوں کے سمیٹنے کی درستگی کو جانچنے کی اسکیم
اضافی کھمبوں کے وائنڈنگ اور معاوضہ وائنڈنگ کے باہمی تعلق کو چیک کرنے کے لیے، آپ تصویر میں دکھائی گئی اسکیم کا استعمال کر سکتے ہیں۔ 5، چھوٹے انجنوں کے لیے۔
ڈی سی موٹر کے عام آپریشن میں، معاوضہ کنڈلی کے ذریعہ تخلیق کردہ مقناطیسی بہاؤ کو تکمیلی قطب کنڈلی کے مقناطیسی بہاؤ کے ساتھ سمت میں مماثل ہونا چاہئے۔ وائنڈنگز کی قطبیت کا تعین کرنے کے بعد، معاوضہ وائنڈنگ اور اضافی کھمبوں کی وائنڈنگ کو ایک ساتھ جوڑا جانا چاہیے، یعنی ایک وائنڈنگ کا مائنس دوسرے کے جمع سے منسلک ہونا چاہیے۔
چاول۔ 5۔معاوضہ وائنڈنگ میں اضافی کھمبوں کو سمیٹنے کی درستگی کو جانچنے کی اسکیم
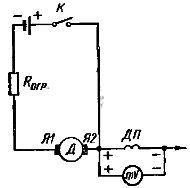
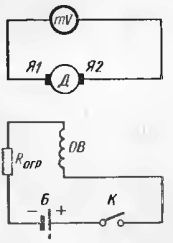
برش کی قطبیت کا تعین کرنے اور کوائل کی مزاحمت کی ضروری پیمائش کرنے سے پہلے، برش کو غیر جانبدار پر سیٹ کریں۔ الیکٹرک موٹر کے نیوٹرل کا مطلب یہ ہے کہ مین پولز اور آرمچر کے وائنڈنگز کا ایسا باہمی انتظام جب ان کے درمیان ٹرانسفارمیشن گتانک صفر ہو۔ برشوں کو غیر جانبدار کرنے کے لیے، ایک زنجیر بنائی جاتی ہے (تصویر 6)۔
ایکسائٹیشن کوائل ایک سوئچ کے ذریعے پاور سورس (بیٹری) سے منسلک ہوتا ہے، اور ایک حساس ملی وولٹ میٹر آرمیچر برش سے منسلک ہوتا ہے۔ جب ایک جھٹکے کے ساتھ ایکسائٹیشن کوائل کو کرنٹ فراہم کیا جاتا ہے، تو ملی وولٹ میٹر کی سوئی ایک سمت میں موڑ جاتی ہے۔ یا کوئی اور جب برش کو سختی سے غیر جانبدار پوزیشن میں رکھا جائے تو ڈیوائس کی سوئی انحراف نہیں کرے گی۔
روایتی آلات کی درستگی کم ہے — 0.5% بہترین۔ لہذا، برش کو ڈیوائس کی کم از کم پڑھنے کے مطابق پوزیشن پر سیٹ کیا جاتا ہے، اور اسے غیر جانبدار سمجھا جاتا ہے۔ نیوٹرل برش کو ایڈجسٹ کرنے میں مشکل یہ ہے کہ نیوٹرل کی پوزیشن کلیکٹر پلیٹوں کی پوزیشن پر منحصر ہے۔
اکثر ایسا ہوتا ہے کہ جب ایک آرمیچر پوزیشن کے لیے غیر جانبدار پایا جاتا ہے تو اسے گھمایا جاتا ہے۔ لہذا غیر جانبدار پوزیشن کو دو مختلف شافٹ پوزیشنوں کے لئے بیان کیا گیا ہے۔ اگر نیوٹرل کی پوزیشن آرمیچر کی مختلف پوزیشنوں کے لیے مختلف نکلتی ہے، تو برش کو دو نشانوں کے درمیان درمیانی پوزیشن میں رکھنا چاہیے۔ برش کو نیوٹرل پر سیٹ کرنے کی درستگی کا انحصار برش کی سطح کے کلیکٹر سے چپکنے کی ڈگری پر ہوتا ہے۔لہذا، انجن کے نیوٹرل کا تعین کرتے وقت زیادہ درست نتیجہ حاصل کرنے کے لیے، کلیکٹر میں برش کو پہلے سے رگڑ دیا جاتا ہے۔
برش کی قطبیت کا تعین درج ذیل طریقوں میں سے کسی ایک طریقے سے کیا جاتا ہے۔
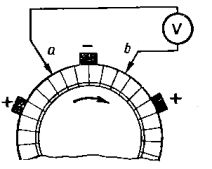
1. ایک وولٹ میٹر کلیکٹر پر دو پوائنٹس سے جڑا ہوا ہے (تصویر 7)، ایک ہی فاصلے پر مخالف برش سے واقع ہے۔ پرجوش ہونے پر، وولٹ میٹر کی سوئی ایک سمت یا دوسری طرف مڑ جائے گی۔ اگر تیر دائیں طرف ہٹ جاتا ہے، تو «پلس» پوائنٹ 1 پر ہے اور «مائنس» پوائنٹ 2 پر ہے۔ گردش کی سمت کے خلاف قریب ترین برش میں ڈیوائس کے منسلک کلیمپ کی قطبیت ہوگی۔
2. ایک مخصوص قطبیت کا براہ راست کرنٹ ایکسائٹیشن کوائل سے گزرتا ہے، ایک وولٹ میٹر آرمیچر سے منسلک ہوتا ہے، اور آرمچر کو ہاتھ سے دبانے یا میکانزم کے ذریعے گردش میں لایا جاتا ہے۔ اس صورت میں، وولٹ میٹر کی سوئی منحرف ہو جائے گی۔ تیر کی سمت برش کی قطبیت کی نشاندہی کرے گی۔
ڈی سی موٹر کی وائنڈنگز کی مزاحمت کی پیمائش ڈی سی موٹرز کو چیک کرنے کے لیے ایک بہت اہم عنصر ہے، کیونکہ پیمائش کے نتائج وائنڈنگز (راشن، بولٹ، ویلڈڈ جوڑوں) کے رابطہ کنکشن کی حالت کا اندازہ لگانے کے لیے استعمال کیے جاتے ہیں۔ موٹر وائنڈنگز کی مزاحمت کو درج ذیل طریقوں میں سے ایک سے ماپا جاتا ہے: ایمی میٹر - وولٹ میٹر، سنگل یا ڈبل پل اور مائیکروہومیٹر۔
ڈی سی موٹرز کے وائنڈنگز کی مزاحمت کی پیمائش کی کچھ خصوصیات کے بارے میں یاد رکھنا ضروری ہے۔
1. فیلڈ کی سیریز وائنڈنگ، معاوضہ وائنڈنگ، اضافی کھمبوں کی وائنڈنگ کی مزاحمت چھوٹی ہے (ہزارویں اوہم)، اس لیے پیمائش مائکرو اوہ میٹر یا ڈبل پل سے کی جاتی ہے۔
2.آرمیچر وائنڈنگ کی مزاحمت کو ایمیٹر وولٹ میٹر کے طریقہ کار سے ماپا جاتا ہے جس میں انسولیٹنگ ہینڈل (تصویر 8) میں چشموں کے ساتھ ایک خصوصی دو رابطہ تحقیقات کا استعمال کیا جاتا ہے۔ پیمائش اس طرح کی جاتی ہے: 4-6 V کے وولٹیج کے ساتھ اچھی طرح سے چارج ہونے والی بیٹری سے براہ راست کرنٹ برشوں کو ہٹا کر اسٹیشنری آرمیچر کے کلکٹر پلیٹوں کو فراہم کیا جاتا ہے۔ وولٹیج ڈراپ کو ملی وولٹ میٹر سے ماپا جاتا ہے۔ آرمیچر کی ایک شاخ کی مطلوبہ مزاحمتی قدر
چاول۔ 6. غیر جانبدار پوزیشن میں برش کی درست تنصیب کی جانچ کے لیے اسکیم
چاول۔ 7. برش کی قطبیت کا تعین کرنے کی اسکیم
چاول۔ 8 ٹو پن پروب کا استعمال کرتے ہوئے آرمچر مزاحمت کی پیمائش
اسی طرح کی پیمائش دیگر تمام پلیٹوں کے لیے کی جاتی ہے۔ ہر ملحقہ پلیٹ کے درمیان مزاحمتی قدریں ایک دوسرے سے برائے نام قدر کے 10% سے زیادہ مختلف نہیں ہونی چاہئیں (اگر مشین میں مساوی وائنڈنگ ہے تو فرق 30% تک پہنچ سکتا ہے)۔
وائنڈنگز کی موصلیت کی مزاحمت کی پیمائش اور وائنڈنگز کی موصلیت کی ڈائی الیکٹرک طاقت کا معائنہ اسی طرح کیا جاتا ہے جیسے غیر مطابقت پذیر موٹروں کے متعلقہ معائنہ پوائنٹس۔
ڈی سی موٹر کا ابتدائی سٹارٹ اپ موٹر کو ٹیوننگ کے فوراً بعد انجام دیا جاتا ہے تاکہ آخر کار اس کی آپریٹیبلٹی کو چیک کیا جا سکے۔ اسینکرونس موٹرز کی طرح، ڈی سی موٹرز کا میکانزم اور گیئر باکس آف کے ساتھ آئیڈل موڈ میں ٹیسٹ کیا جاتا ہے۔ کنٹرول سرکٹ کو صحیح طریقے سے ٹیون کرنے کے لیے ڈی سی موٹر کا اسی طرح کا بیکار ٹیسٹ ضروری ہے۔
انجن کو بیکار اور بوجھ کے نیچے شروع کرنا بہت احتیاط سے کرنا چاہیے۔شروع کرنے سے پہلے، یہ یقینی بنانا ضروری ہے کہ آرمیچر آسانی سے گھومتا ہے، آرمیچر سٹیٹر کو نہیں چھوتا ہے، کہ بیرنگ میں چکنائی ہے، اور حفاظتی ریلے کو بھی چیک کریں. زیادہ سے زیادہ تحفظ کا ٹرپنگ کرنٹ زیادہ سے زیادہ موٹر کرنٹ کے 200% سے زیادہ نہیں ہونا چاہیے۔ ٹیسٹ کے ساتھ ڈی سی موٹر شروع کرنا موجودہ اضافے کے دوران اور پھر جب موٹر زیادہ سے زیادہ وولٹیج اور زیادہ سے زیادہ رفتار پر سست ہو رہی ہو تو کلکٹر کی نگرانی کرکے تبدیلی کے معیار کو کنٹرول کریں۔
لوڈ بیکار کے مقابلے چنگاری کی شرح میں اضافہ کا سبب نہیں بننا چاہیے۔ برش 11/2 اور یہاں تک کہ 2 کی اسپارکنگ کی ڈگری کے ساتھ ڈی سی موٹر کو چلانے کی اجازت ہے۔ اسپارکنگ کی زیادہ اہم ڈگری پر، کمیوٹیشن کو ایڈجسٹ کیا جاتا ہے: برش کو نیوٹرل پر سیٹ کیا جاتا ہے، اضافی کھمبوں کی کنڈلی درست طریقے سے ہوتی ہے۔ آن ہونے پر، برش کلکٹر پر دبائے جاتے ہیں اور برش کلکٹر کے ساتھ لگے رہتے ہیں۔
یہ یاد رکھنا چاہئے کہ کلکٹر پر ناقابل قبول آرسنگ کنٹرول سرکٹ کی خرابی سے منسلک ہوسکتی ہے، کیونکہ آرمیچر اور ایکسائٹیشن سرکٹس میں کرنٹ کی تبدیلی کی شرح، کرنٹ سرجز کی زیادہ سے زیادہ قدریں، کا تناسب مختلف وقتوں میں آرمیچر کرنٹ اور مشین کا مقناطیسی بہاؤ سرکٹ پر منحصر ہوتا ہے۔ لوڈ کے تحت آپریشن کا مشاہدہ کرنے اور ڈی سی موٹر کی تبدیلی کو ایڈجسٹ کرنے کے بعد، کمیشننگ کے عمل کو مکمل سمجھا جا سکتا ہے۔