برقی طور پر چلنے والی دھاتی کاٹنے والی مشینوں کے برقی آلات کی جانچ کا طریقہ کار
اس طریقہ کار کی سفارشات کا اطلاق الیکٹرک ڈرائیو کے ساتھ دھات اور لکڑی کے کام کرنے والی مشینوں کے برقی آلات کی جانچ پر ہوتا ہے۔ فی الحال، الیکٹرک ڈرائیو سے لیس مشینیں لکڑی کے کام اور دھات کاری میں استعمال ہوتی ہیں۔ مشینیں مختلف کام انجام دیتی ہیں اور مختلف مقاصد رکھتی ہیں۔ مقصد پر منحصر ہے، ہر مشین مختلف تعداد میں میکانزم، ڈرائیوز سے لیس ہوسکتی ہے اور ان ڈرائیوز کے لیے مختلف کنٹرول اسکیمیں ہوسکتی ہیں۔ فعالیت میں فرق کے باوجود، تمام مشینوں کا وقتاً فوقتاً تجربہ کیا جانا چاہیے۔
ٹیسٹ آبجیکٹ
آلات اور لوازمات کے ساتھ کام کرنے کے حفاظتی اصولوں کے مطابق، برقی مشینیں، ان کی پیچیدگی، مقصد اور اطلاق کے میدان سے قطع نظر، وقتاً فوقتاً جانچ کی جانی چاہیے۔ یہ قواعد مشین کے برقی آلات کی جانچ کی فریکوئنسی، موصلیت کی مزاحمت اور حفاظتی سرکٹ کے تسلسل کو منظم کرتے ہیں۔
مشین کی الیکٹرک موٹرز زیادہ تر معاملات میں اسٹارٹرز (یا خصوصی انٹرمیڈیٹ ریلے کا استعمال کرتے ہوئے) کے ذریعے کنٹرول کی جاتی ہیں۔ شاذ و نادر صورتوں میں، مشین کی الیکٹرک موٹر کو آن اور آف کرنا براہ راست حفاظتی ڈیوائس — ایک سرکٹ بریکر، ایک خاص بٹن وغیرہ کے ذریعے کیا جا سکتا ہے۔ اس طرح کی سادہ سکیمیں شاذ و نادر ہی اور عام طور پر چھوٹی مشینوں پر استعمال ہوتی ہیں۔
سب سے آسان مشینوں کے معاملے میں، سب کچھ واضح لگتا ہے. زیادہ پیچیدہ مشینوں کے لیے، کنٹرول عام طور پر ایک الگ، کم طاقت والے ٹرانسفارمر کے ذریعے کیا جاتا ہے۔ سرکٹ علیحدگی اور وولٹیج میں کمی کا استعمال سروس کے اہلکاروں کی حفاظت کو یقینی بنانے کے لیے کیا جاتا ہے۔ کنٹرول ٹرانسفارمرز کی ثانوی وائنڈنگز کو مشین کے کیسنگ میں ارتھ کیا جانا چاہیے۔ سب سے پیچیدہ دھاتی کاٹنے والی مشینوں میں، کئی الگ تھلگ ٹرانسفارمرز استعمال کیے جاتے ہیں - کنٹرول سرکٹس، سگنلنگ، نگرانی اور کنٹرول سرکٹس کے سیمی کنڈکٹر عناصر کی بجلی کی فراہمی کے لیے۔

مشین کی اسکیم کی بنیاد پر، برقی آلات کی جانچ کے طریقوں کا انتخاب کرنا ضروری ہے۔ کسی بھی صورت میں، مشین کے پاور پارٹس کی زمین پر موصلیت کی مزاحمت، سرکٹس کو کنٹرول کرنے اور زمین پر سگنلنگ کی پیمائش کرنا ضروری ہے۔ اگر کنٹرول سرکٹس کو پاور کرنے کے لیے آئسولیشن ٹرانسفارمر کا استعمال کیا جاتا ہے، تو پاور سرکٹس اور کنٹرول اور سگنل سرکٹس کے سپلائی سرکٹس کے درمیان موصلیت کی حالت کو چیک کرنا ضروری ہے۔
میگوہومیٹر سے موصلیت کی مزاحمت کی پیمائش کرتے وقت، کنٹرول سرکٹس میں سیمی کنڈکٹر عناصر کی ناکامی کے خلاف اقدامات کرنا ضروری ہے - سیمی کنڈکٹر عناصر کو شارٹ سرکٹ ہونا چاہئے۔موصلیت کی مزاحمت کی پیمائش کرنے کے علاوہ، ایک منٹ کے لیے 1500 V کے متبادل وولٹیج کے ساتھ زمین کے حوالے سے پاور سرکٹس اور کنٹرول اور سگنلنگ سرکٹس کی جانچ کرنا ضروری ہے۔ 50 V سے کم وولٹیج والے سگنل کنٹرول سرکٹس کو بھی جانچنا ضروری ہے اگر ان میں سیمی کنڈکٹر عناصر نہیں ہیں جو ٹیسٹ کے دوران خراب ہوسکتے ہیں۔
دھاتی کاٹنے والی مشینوں کے برقی آلات کی جانچ کا آخری مرحلہ مشین کے دھاتی حصوں کے درمیان دھاتی کنکشن کی جانچ کرنا ہے۔ تمام دھاتی پرزے جن پر برقی آلات نصب ہیں ان کا ایک دوسرے اور زمینی تار (شیلڈ پی ای وائر) کے درمیان ایک قابل اعتماد دھاتی کنکشن ہونا ضروری ہے۔ جانچ بصری معائنہ کے ذریعے کی جاتی ہے۔
اگر آپ کو مسلسل حفاظتی سرکٹ کی وشوسنییتا پر شک ہے تو حفاظتی موصل کے رابطے اور مشین کے کسی دھاتی حصے کے درمیان مزاحمت کی پیمائش کریں۔ اس معاملے میں دھاتی کنکشن کی مزاحمت 0.1 اوہم سے زیادہ نہیں ہونی چاہئے۔ اگر دھاتی کنکشن کی پیمائش براہ راست PE تار اور مشین باڈی کے رابطہ کنکشن سے کی جاتی ہے، تو مزاحمت 0.05 Ohm سے زیادہ نہیں ہونی چاہیے۔
مخصوص خصوصیات
موصلیت مزاحمت
دھاتی کاٹنے والی مشینوں کے برقی آلات کی موصلیت کی مزاحمت کی پیمائش شروع کرنے سے پہلے، بڑی مرمت کے بعد، اور ہر چھ سال میں ایک بار کی جاتی ہے۔ موصلیت کی مزاحمت کم از کم 1MΩ ہونی چاہیے۔
موصلیت کی مزاحمت کی پیمائش کی جاتی ہے:
-
مشین کے جسم میں پاور سرکٹس (پی ای کنڈکٹر)،
-
مشین باڈی (پی ای کنڈکٹر) سے متعلق کنٹرول سرکٹس،
-
مشین باڈی کو سگنل سرکٹس (پی ای کنڈکٹر)،
-
سگنل اور کنٹرول سرکٹس بمقابلہ پاور سرکٹس (اگر یہ سرکٹس الگ ہوجائیں)۔
کنٹرول اور سگنل سرکٹس کو مشین پاور سرکٹس سے الگ سمجھا جاتا ہے اگر یہ سرکٹس الگ الگ (علیحدہ) آئسولیشن ٹرانسفارمرز کے ذریعے فراہم کیے جاتے ہیں۔
موصلیت کی مزاحمت کی پیمائش کرتے وقت، ماپا سرکٹس میں سیمی کنڈکٹر عناصر کو نقصان سے بچنے کے لیے شارٹ سرکٹ ہونا چاہیے۔
AC وولٹیج سرج ٹیسٹ
پاور سرکٹس، سگنل اور کنٹرول سرکٹس کو بڑھے ہوئے فریکوئنسی وولٹیج کے ساتھ جانچنا ضروری ہے۔ ٹیسٹ فریکوئنسی وہی ہے جیسے مشین کے برقی آلات کی موصلیت مزاحمت کی پیمائش کرتے وقت۔ 50 V سے کم وولٹیج والے کنٹرول سرکٹس اور سگنل سرکٹس کے علاوہ اور الیکٹرانک عناصر اور سیمی کنڈکٹر عناصر پر مشتمل تمام سرکٹس کو مشین ہاؤسنگ (PE- کنڈکٹر) کے حوالے سے جانچنا ضروری ہے۔ ٹیسٹ وولٹیج — 1500 V، دورانیہ 1 منٹ۔
حفاظتی سرکٹ کے تسلسل کی جانچ کر رہا ہے۔
حفاظتی سرکٹ کی تسلسل کی جانچ ایک بیرونی چیک کے ذریعہ کی جاتی ہے۔ معائنہ کے دوران، مشین کے دھاتی حصوں کے درمیان رابطوں کے ساتھ ساتھ ہاؤسنگ کے ساتھ پیئ کنڈکٹر کنکشن کے معیار پر توجہ دینا ضروری ہے. اگر، بصری معائنہ کے دوران، کھلے کوندکٹیو حصوں کے درمیان رابطوں کے معیار کے بارے میں شکوک و شبہات ہیں، تو پیئ تار کے ٹرمینل اور مشین کے ہر دھاتی حصے کے درمیان مزاحمتی پیمائش کی جانی چاہیے۔ ماپا مزاحمت 0.1 اوہم سے زیادہ نہیں ہونی چاہئے۔
ٹیسٹ اور پیمائش کے حالات
الیکٹرک ڈرائیو کے ساتھ دھات کاٹنے والی مشینوں کے برقی آلات کی جانچ مثبت محیط درجہ حرارت پر کی جاتی ہے۔ اگر مشین کو باہر ذخیرہ کرنے کے بعد گرم کمرے میں رکھا گیا ہے، خاص طور پر کم درجہ حرارت پر، تو اسے کچھ دیر کے لیے گھر کے اندر رکھا جانا چاہیے جب تک کہ جانچ سے پہلے کیسنگ اور برقی آلات پر موجود گاڑھا پن ختم نہ ہو جائے۔ مشین کے وارم اپ کی مدت اس کے سائز پر بہت زیادہ منحصر ہے اور اس کا تعین ضعف سے کیا جاتا ہے۔
ہائی وولٹیج پاور سرکٹس، کنٹرول سرکٹس اور میٹل کٹنگ مشینوں کے سگنلنگ کرتے وقت محیطی ہوا کی نمی اہم ہوتی ہے، کیونکہ الیکٹرک موٹروں اور تاروں کے ونڈوں پر گاڑھا ہونا موصلیت کی ناکامی کا باعث بن سکتا ہے اور اس کے مطابق، آلات کی خرابی (جیسا کہ تجربہ کیا گیا ہے، لہذا اور تجربہ کیا))…
ہائی وولٹیج ٹیسٹ کرنے سے پہلے، سامان کو دھول، گندگی اور نمی سے صاف کرنا چاہیے۔ ماحولیاتی دباؤ کا ٹیسٹ کے معیار پر کوئی خاص اثر نہیں ہوتا، لیکن ڈیٹا کو پروٹوکول میں داخل کرنے کے لیے ریکارڈ کیا جاتا ہے۔
پیمائش کے اوزار
موصلیت مزاحمت کی پیمائش میگا میٹر پیدا کرتا ہے۔ 1000 V کے وولٹیج کے لیے، مثال کے طور پر M 4100/4، ESO 202 قسم کے میگوہ میٹر استعمال کیے جا سکتے ہیں۔ پاور کی بڑھتی ہوئی فریکوئنسی وولٹیج کے ساتھ ٹیسٹ مختلف تنصیبات کا استعمال کرتے ہوئے کیا جاتا ہے، جو درج ذیل عناصر پر مشتمل ہوتا ہے: ٹیسٹ ٹرانسفارمر، ریگولیٹنگ ڈیوائس، کنٹرول ماپنے اور حفاظتی سامان۔
ان آلات میں انسٹالیشن AII-70، AID-70، نیز مختلف ہائی وولٹیج ٹیسٹ ٹرانسفارمرز شامل ہیں جن کا تحفظ کافی حد تک ہوتا ہے اور وہ جانچ کے لیے مناسب طریقے سے تیار ہوتے ہیں۔مزاحمت کی پیمائش کرنے کے لیے اوہم میٹر استعمال کیے جاتے ہیں: ایم ایم وی، مختلف ملٹی میٹر، ڈی سی پل۔ آلات کی درستگی کی کلاس - 4۔
تمام آلات کا معائنہ کیا جانا چاہیے اور مناسب سرکاری ایجنسیوں سے تصدیق شدہ تنصیبات کی جانچ کرنی چاہیے۔
ٹیسٹ اور پیمائش کا طریقہ کار
موصلیت مزاحمت کی پیمائش
جیسا کہ اوپر بیان کیا گیا ہے، موصلیت کی مزاحمت کو مشین کو مکمل طور پر بند کرکے میگوہ میٹر کا استعمال کرتے ہوئے ماپا جاتا ہے۔ پیمائش مندرجہ ذیل ترتیب میں کی جاتی ہے:
1. موٹر کنٹرول سٹارٹر (یا ایک سے زیادہ موٹرز) کے بعد سرکٹ کو جدا کیے بغیر موصلیت کی مزاحمت کی پیمائش کریں۔ میگوہومیٹر سٹارٹر کے بعد الیکٹرک موٹر کی سمت میں کسی ایک مرحلے سے منسلک ہوتا ہے۔ ایک ہی پیمائش کی جاتی ہے جب کہ موٹر وائنڈنگ میں تینوں مراحل کو بیک وقت چیک کیا جاتا ہے۔
2. کنٹرول سرکٹس کی موصلیت کی مزاحمت کی پیمائش کی جاتی ہے، جس کے لیے ایک میگوہ میٹر کو آئسولیشن ٹرانسفارمر کے سیکنڈری وائنڈنگ سے جوڑا جاتا ہے، جس کے بعد گراؤنڈنگ ان سرکٹس سے منقطع ہو جاتی ہے۔ موصلیت کی مزاحمت کی پیمائش کی جاتی ہے — جب کہ ٹرانسفارمر وائنڈنگ کے ذریعے تمام سرکٹس کو بیک وقت چیک کیا جاتا ہے۔ اگر ٹیسٹ شدہ سرکٹس میں الیکٹرانک عناصر ہوتے ہیں، تو ان کے نقصان کو روکنے کے لیے اقدامات کرنا ضروری ہے (شارٹ سرکٹ، بورڈز کو جدا کرنا)۔ اگر آئسولیشن ٹرانسفارمر میں مختلف وولٹیج کے ساتھ کئی وائنڈنگز ہیں، تو تمام وائنڈنگز کو ایک ساتھ چیک کیا جاتا ہے۔
3. مشین کے پاور سرکٹس کی موصلیت کی مزاحمت کو موٹر اسٹارٹر سے پہلے چیک کیا جاتا ہے (الیکٹرک موٹرز — اگر ان میں سے کئی ہیں) اس کے لیے، پیمائش مرحلہ وار کی جاتی ہے، کیونکہ یہاں مراحل الگ کیے گئے ہیں۔ایک megohmmeter مشین کی پاور مشین کے بعد ہر مرحلے سے سیریز میں منسلک ہوتا ہے۔ اگر مین مشین کے بعد کئی اضافی ہیں، تو انہیں شامل کیا جانا چاہیے (آپ سرکٹس کو یکجا کر کے ایک پیمائش کر سکتے ہیں، لیکن پیچیدہ مشینوں کے ساتھ یہ طے کرنا مشکل ہو سکتا ہے کہ کنکشن کہاں بنایا جائے، کئی پیمائشیں کرنا آسان ہے۔ براہ راست مین مشین ٹرمینلز پر)۔
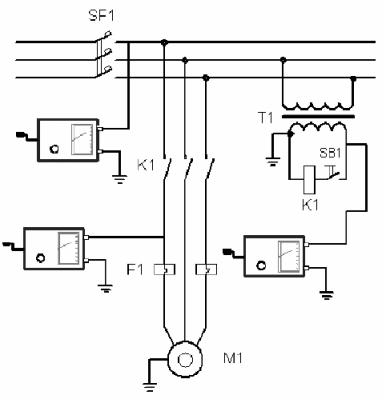
مشین کے برقی آلات کی موصلیت کی مزاحمت کی پیمائش کے لیے اسکیم
بڑھتی ہوئی وولٹیج کے ساتھ مشین کے برقی آلات کی جانچ
ہائی وولٹیج ٹیسٹ کرنے کے لیے، پاور سرکٹس کو یکجا کرنا ضروری ہے (جمپرز کو مرحلہ وار رکھیں، جیسا کہ موٹر اسٹارٹر سے پہلے موصلیت کی مزاحمت کی پیمائش کرتے وقت)، پاور سرکٹس کو کنٹرول اور سگنل سرکٹس کے ساتھ جوڑیں۔ کنٹرول اور سگنل سرکٹس سے گراؤنڈ (آئسولیشن ٹرانسفارمر کے ثانوی وائنڈنگ پر) کو ہٹا دینا چاہیے۔
ٹیسٹ اپریٹس کو کمبینیشن سرکٹس اور مشین باڈی سے جوڑیں۔ کشیدگی کا اطلاق کریں اور 1 منٹ کے لئے پکڑو.
حفاظتی سرکٹ کے تسلسل کی جانچ کر رہا ہے۔
تصدیق بصری معائنہ کے ذریعہ کی جاتی ہے۔ مشین کے دھاتی حصوں کا معائنہ کیا جاتا ہے - مشین کے تمام دھاتی حصوں کے درمیان ایک قابل اعتماد دھاتی کنکشن کو یقینی بنانا ضروری ہے۔ دھات کے پرزوں پر سنکنرن کی عدم موجودگی میں، بولٹ کنکشن کی موجودگی میں اور اگر ضروری ہو تو، تانبے کے تار کی شکل میں اضافی جمپر کی موجودگی میں سامان کے پرزوں کے درمیان رابطے کے معیار کی ضمانت دی جا سکتی ہے۔ کم از کم 4 ملی میٹر 2۔
اگر ضروری ہو (رابطے کے معیار کے بارے میں شکوک و شبہات ہیں)، تو مشین ہاؤسنگ کے ساتھ پیئ کنڈکٹر کنکشن کے رابطے اور مشین کے کسی بھی دھاتی حصے کے درمیان مزاحمت کو اوہمیٹر سے ماپا جاتا ہے۔
Yansyukevich V.A.