گھما کر تاروں کو جوڑنا اور برانچ کرنا
 تاروں کو گھما کر جوڑنے کا طریقہ لاگو کرنا آسان ہے، لیکن اس کے بعد کنکشن کی سولڈرنگ کی ضرورت ہوتی ہے۔ جب مڑا جاتا ہے تو، تاروں میں رابطے کے چند پوائنٹ ہوتے ہیں، اور جب کرنٹ کنکشن سے گزرتا ہے، تو رابطہ زیادہ گرم ہو جاتا ہے، جس سے آگ لگ سکتی ہے۔ لہذا، سولڈرنگ کے بغیر مروڑ کر تاروں کو جوڑنے کی اجازت نہیں ہے۔ سولڈرنگ برقی رابطے کی وشوسنییتا اور مطلوبہ مکینیکل طاقت کو یقینی بناتی ہے۔
تاروں کو گھما کر جوڑنے کا طریقہ لاگو کرنا آسان ہے، لیکن اس کے بعد کنکشن کی سولڈرنگ کی ضرورت ہوتی ہے۔ جب مڑا جاتا ہے تو، تاروں میں رابطے کے چند پوائنٹ ہوتے ہیں، اور جب کرنٹ کنکشن سے گزرتا ہے، تو رابطہ زیادہ گرم ہو جاتا ہے، جس سے آگ لگ سکتی ہے۔ لہذا، سولڈرنگ کے بغیر مروڑ کر تاروں کو جوڑنے کی اجازت نہیں ہے۔ سولڈرنگ برقی رابطے کی وشوسنییتا اور مطلوبہ مکینیکل طاقت کو یقینی بناتی ہے۔
میں نے وصول کیا اعلی معیار سولڈرنگ صحیح سولڈر کا انتخاب کرنا ضروری ہے، منسلک رابطے کی سطحوں پر آکسائڈ فلم کو ہٹا دیں. تانبے کو جوڑتے وقت، سولڈرنگ سے پہلے آکسائیڈ فلم کو ہٹا دیا جاتا ہے، اور ایلومینیم کی تاروں کو جوڑنے پر - سولڈرنگ کے عمل کے دوران۔
سولڈرنگ پوائنٹ کا حرارتی درجہ حرارت سولڈر اور فلوکس کے پگھلنے والے درجہ حرارت سے 30 - 50 ° C زیادہ ہونا چاہئے۔ کم درجہ حرارت نام نہاد "کولڈ سولڈرنگ" دیتا ہے، جس میں میکانکی طاقت کم ہوتی ہے اور یہ ایک ناقابل اعتماد برقی رابطہ پیدا کرتا ہے۔
سولڈرنگ کے وقت سولڈرنگ آئرن کو زیادہ گرم نہیں کرنا چاہئے۔اس صورت میں، روغن جلنا شروع ہو جاتا ہے اور سطح کو صاف کرنے کے بجائے اسے آلودہ کر دیتا ہے۔ موصلیت کو پہنچنے والے نقصان سے بچنے کے لیے، کاٹنے سے پہلے کور کے 2-3 ملی میٹر لمبے حصے کو ٹن نہیں کیا جاتا ہے۔
ایلومینیم کے تاروں کی سولڈرنگ اور ویلڈنگ کی ایک خصوصیت یہ ہے کہ سولڈرنگ کے عمل کے دوران، جڑی ہوئی تاروں کی سطح سے آکسائیڈ فلم کو میکانکی طور پر پگھلے ہوئے سولڈر کی ایک تہہ کے نیچے یا کیمیائی طریقے سے ہٹا دیا جاتا ہے - خاص بہاؤ کا استعمال کرتے ہوئے جو آکسائیڈ فلم کو ایک خاص جگہ پر تباہ کر دیتے ہیں۔ درجہ حرارت سولڈرنگ کے اختتام پر، بہاؤ کی باقیات کو احتیاط سے ہٹا دیا جاتا ہے، کیونکہ وہ رابطے کو توڑنے کا سبب بن سکتے ہیں.
ممکنہ سنکنرن کی وجہ سے مرطوب ہوا میں ایلومینیم کی تاروں کے سولڈرڈ جوڑوں کی سفارش نہیں کی جاتی ہے۔ سولڈرنگ پوائنٹس کو حفاظتی کور کے ساتھ نمی سے محفوظ کیا جاتا ہے۔
سنگل کور اور ملٹی کور تانبے کی تاروں کا کنکشن اور برانچنگ PR، PRVD، PRD رولز اور انسولیٹروں کی کھلی وائرنگ میں استعمال ہوتی ہے۔ یہ طریقہ فلیٹ کنڈکٹرز PPV وغیرہ کے ساتھ برقی وائرنگ میں بھی استعمال ہوتا ہے، جب جنکشن باکسز میں کانٹیکٹ کلیمپ کے ساتھ کوئی داخل نہیں ہوتا ہے۔
تار کے طریقے تصویر 1 میں دکھائے گئے ہیں۔
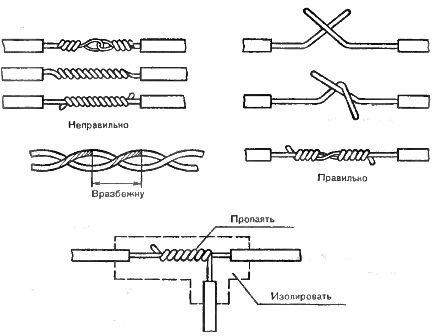
چاول۔ 1. مروڑ کر تاروں کو جوڑنے اور برانچ کرنے کے طریقے
تاروں کے دو ٹکڑوں کو جوڑنے کے لیے، کرنٹ لے جانے والی تاروں کی تاروں کو مضبوطی سے موڑنا اور تاروں کو پار کرنا ضروری ہے۔ بائیں تار کے سرے کو 6 - 8 دائیں طرف موڑ دیا جاتا ہے، اور دائیں تار کا اختتام بھی 6 - 8 بائیں طرف مڑتا ہے، لیکن دوسری سمت میں۔
بٹے ہوئے جوڑوں کو جوڑنے والی تاروں کے کم از کم 10-15 قطر ہونے چاہئیں۔ جوڑوں کو POS-3O یا POS-40 ٹانکا لگا ہوا چمٹا لگا دیا جاتا ہے۔سولڈرڈ موڑ کو تاروں کی ناپاک موصلیت کی لازمی گرفتاری کے ساتھ کنکشن کی پوری لمبائی کے ساتھ موصلیت کی جاتی ہے۔ دو بٹی ہوئی تاروں کا ایک دوسرے سے کنکشن تصادفی طور پر کیا جاتا ہے۔
سولڈرنگ ایلومینیم سولڈرنگ آئرن کے ساتھ سولڈر اے کے ساتھ کی جاتی ہے۔ اگر دوسرے سولڈر استعمال کیے جاتے ہیں، تو بلو ٹارچ استعمال کیا جاتا ہے۔ سولڈر اے سنکنرن مزاحم ہے، سولڈرنگ اور ٹننگ کے لئے آسان ہے. ایلومینیم کی آکسائیڈ فلم میکانکی طور پر تباہ ہو جاتی ہے جب کسی تار کو ٹانکا لگا کر رگڑ دیا جاتا ہے، اس لیے سولڈرنگ کے وقت کسی بہاؤ کی ضرورت نہیں ہوتی۔
جب 2.5 - 10 mm2 کے کراس سیکشن کے ساتھ سنگل وائر ایلومینیم کنڈکٹر سولڈرنگ کرتے ہیں، تو کنکشن اور برانچنگ نالی کے ساتھ ڈبل موڑ کی شکل میں کی جاتی ہے۔ موصلیت کو کوروں سے ہٹا دیا جاتا ہے، دھاتی چمک کے ساتھ سینڈ کیا جاتا ہے، جہاں کور آپس میں ملتے ہیں وہاں ایک نالی بنانے کے لیے ایک ڈبل موڑ کے ساتھ اوورلیپ کیا جاتا ہے۔
جوائنٹ کو بلو ٹارچ یا سولڈرنگ آئرن سے اس مقام تک گرم کیا جاتا ہے جہاں سے شوٹ پگھلنا شروع ہو جاتی ہے۔ سولڈرنگ آئرن A کے ساتھ، ایک طرف نالی کو مضبوطی سے رگڑیں۔ رگڑ کے نتیجے میں، فلم چھلک جاتی ہے اور نالی ٹانکا لگا کر بھر جاتی ہے۔ اسی طرح، دوسری طرف کی نالی سولڈر سے بھری ہوئی ہے۔ ٹھنڈا ہونے کے بعد، موڑ کمپاؤنڈ الگ تھلگ ہے۔