کیبل ٹرمینلز
 کیبل کو اس کے کرنٹ لے جانے والی تاروں کے کنکشن پوائنٹ کے فوری طور پر ڈیوائسز، ڈسٹری بیوشن ڈیوائسز کے بس بارز اور برقی تنصیب کے دیگر عناصر کو سیل کرنے کے لیے حتمی سیل کی جاتی ہے۔
کیبل کو اس کے کرنٹ لے جانے والی تاروں کے کنکشن پوائنٹ کے فوری طور پر ڈیوائسز، ڈسٹری بیوشن ڈیوائسز کے بس بارز اور برقی تنصیب کے دیگر عناصر کو سیل کرنے کے لیے حتمی سیل کی جاتی ہے۔
فی الحال، 10 kV تک کے وولٹیجز کے لیے درج ذیل قسم کے کیبل بریک استعمال کیے جاتے ہیں: سٹیل کے فنل میں، ربڑ کے دستانے میں، ایپوکسی رال کے ساتھ ساتھ پولی وینیل کلورائیڈ کی پٹیوں سے۔
اسٹیل فنلز میں کیبلز کا خاتمہ (قسم کا عہدہ KVB) اب بھی بڑے پیمانے پر برقی تنصیبات کے لیے استعمال ہوتا ہے جس کا وولٹیج 10 kV تک خشک گرم اور غیر گرم کمروں میں ہوتا ہے۔ اس طرح کی مہر تین ڈیزائن کی ہو سکتی ہے:
-
KVBm — بغیر ڑککن کے بیضوی چھوٹے چمنی کے ساتھ اور چینی مٹی کے برتنوں کے بغیر نصب،
-
KBBk — ایک گول فنل کے ساتھ، جس کے باہر نکلتے وقت کیبل کور ایک مساوی مثلث (120 ° کے زاویہ پر) کی چوٹیوں پر واقع ہوتے ہیں۔
-
KVBo — ایک بیضوی چمنی کے ساتھ، جس کے باہر نکلنے پر کیبل کے کنڈکٹر ایک قطار میں واقع ہیں۔
Gaskets KVBo اور KVBk کا استعمال 10 kV تک وولٹیج کے لیے ڈیزائن کردہ کیبلز کو صوابدیدی کراس سیکشن کے کنڈکٹرز کے ساتھ جوڑنے کے لیے کیا جاتا ہے، جب وولٹیج 3، 6 اور 10 kV کے لیے کیبلز کو ختم کرتے ہیں، تو فنل کو ایک کور اور چینی مٹی کے برتن کے ساتھ نصب کیا جاتا ہے، اور منسلک ہوتے وقت 1 kV تک وولٹیج کے لیے کیبلز — بغیر کور اور بشنگ کے۔
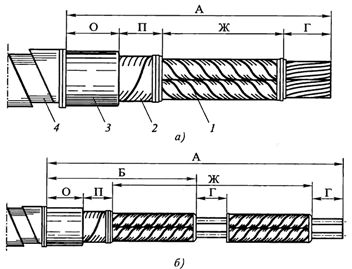
اسٹیل کے فنل میں کیبلز کے سروں کو سیل کرنا اکثر استعمال ہوتا ہے، کیونکہ فنل کی تیاری اور کاسٹنگ کے لیے ضروری مواد ہمیشہ کسی بھی برقی آلات میں دستیاب ہوتا ہے۔ 3 x 120 mm2 تک کے کراس سیکشن کے ساتھ 1 kV تک کے وولٹیج کے لیے تھری کور کیبلز کو ختم کرنے کے لیے اور 4 x 95 mm2 تک کے کراس سیکشن والی چار کور کیبلز، زیادہ تر بیضوی اسٹیل کے چھوٹے فنل سائز KVBm استعمال کیا جاتا ہے. سیلنگ مندرجہ ذیل ترتیب میں کی جاتی ہے۔
نصب کیا جانا والا سٹیل کا فنل گندگی سے صاف کیا جاتا ہے، اسے کیبل پر رکھا جاتا ہے (تصویر 1، اے) اور اس کے ساتھ پھسل جاتا ہے (فنل کو آلودگی سے بچانے کے لیے اسے کاغذ سے لپیٹنے کے بعد)۔ کیبل کے سرے کو کاٹنے کے بعد، MP-1 برانڈ کے ماس کو 120 ... 130 ° C پر گرم کریں اور کٹے ہوئے حصے کو احتیاط سے رگڑیں۔
رگوں کو پولی وینیل کلورائڈ (تصویر 1، بی) کے چپکنے والی ٹیپ سے الگ کیا جاتا ہے، آدھے اوورلیپنگ موڑ لگاتے ہیں۔ فنل کو کیبل کے کٹے ہوئے سرے پر دھکیل دیا جاتا ہے (تصویر 1، سی)، اس میں تاریں موجود ہیں۔ پھر، کیبل پر فنل گردن کے مقام کو نشان زد کرنے کے بعد، اسے دوبارہ منتقل کیا جاتا ہے۔
اس کے علاوہ، تار کی پٹی کے ساتھ زمینی تار کو کیبل کی میان اور بکتر سے منسلک کرتے ہوئے، اسے سولڈر کریں (تصویر 1، d ... f)۔موصلیت کے اوپر اور پھر کیبل کے آرمر پر (اس جگہ جہاں فنل کی گردن ہونی چاہیے) کے بقیہ رِنگ ٹیپ کو ہٹانے کے بعد، رال کے ٹیپ کی کئی تہوں کو مخروطی طور پر زخم کیا جاتا ہے (تصویر 1، جی) فنل کی گردن پر سخت نوزل کے لیے۔ .
ایک زمینی تار سمیٹ کے وسط سے گزرتا ہے (3 ... 4 تہوں کے بعد)۔ چمنی کو جگہ پر دبایا جاتا ہے، کوشش کے ساتھ اسے ریل پر رکھا جاتا ہے اور کلیمپس کے ساتھ ڈھانچے کے ساتھ عمودی طور پر طے کیا جاتا ہے، جس کے ساتھ زمینی تار منسلک ہوتا ہے (تصویر 1، ایچ)۔
کانوں کو کیبل کور کے سروں تک سولڈر یا ویلڈیڈ کیا جاتا ہے، کیبل کور کو اس طرح جھکا دیا جاتا ہے کہ وہ ایک دوسرے سے اور فنل کی دیواروں سے یکساں فاصلے پر ہوں، اور پھر، فینل کو 35 ... 50 پر گرم کرتے ہیں۔ ° C، اسے گرم کیبل ٹیبل سے بھریں۔ ٹھنڈا اور سکڑتے وقت، کیبل ماس کو چمنی میں ڈالا جاتا ہے تاکہ اس کی آخری سطح فنل کے کنارے سے 10 ملی میٹر سے زیادہ نیچے نہ ہو۔
سنکنرن کے تحفظ کے لیے، چمنی، بریکٹ اور معاون ڈھانچے کو تامچینی پینٹ سے پینٹ کیا جاتا ہے۔ فنل کو نشان زد کیا گیا ہے جو اس پر کیبل کا نمبر اور کراس سیکشن دکھا رہا ہے۔
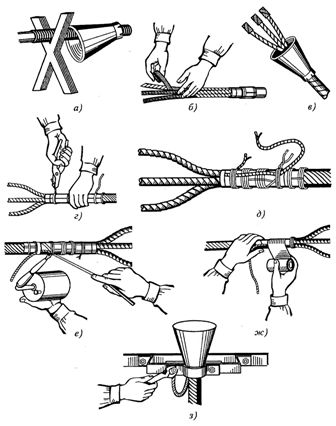
چاول۔ 1. آپریشنز کی ترتیب (a … h) ایک سٹیل کے فنل میں کیبل کو ختم کرنا
ربڑ کے دستانے (قسم کا عہدہ KVR) میں کیبلز کو ختم کرنے کی اجازت عام ماحول والے کمروں میں ہے جس میں کیبلز کے سروں کے مقام کی سطح میں فرق 10 میٹر سے زیادہ نہیں ہے اور اسے تین کور کیبلز کے لیے استعمال کیا جاتا ہے۔ 1 kV تک کا وولٹیج، 240 mm2 تک ایک ٹرانسورس کنڈکٹر کراس سیکشن کے ساتھ اور 185 mm2 تک کنڈکٹر کراس سیکشن کے ساتھ چار کور کیبلز۔ ربڑ کے دستانے نائٹریٹ ربڑ PL-118-11 سے بنے ہیں۔
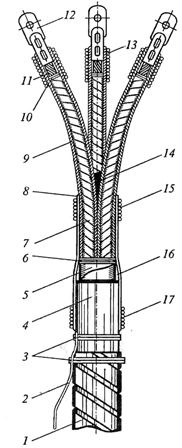
کیبل کے سرے کو کاٹنے کے بعد، KVR ٹرمینیشن (تصویر 2) کی تنصیب مندرجہ ذیل ترتیب میں کی جاتی ہے۔سب سے پہلے، کیبل کے کٹ کور 4 پر، چپکنے والی پولی وینیل کلورائد ٹیپ سے بنی وائنڈنگ 2 کی کئی تہوں کو کاغذ کی موصلیت کو ٹھیک کرنے کے لیے فاصلے پر لگایا جاتا ہے اور پائپ 3 اور شاخوں (انگلیوں) سے گزرنے کے لیے اس کے تیز کناروں کو گول کیا جاتا ہے۔ دستانے پر 14۔
دستانے کا باڈی (باڈی) 75 چمٹا کے ساتھ پورے فریم کے ساتھ ایک ایسے علاقے میں جھکا ہوا ہے جو تقریباً کلیمپ 6 کی چوڑائی کے برابر ہے (25 ... 30 ملی میٹر، دستانے کے سائز پر منحصر ہے)۔
کیبل میان 9 کے دو کنارہ دار کٹوں کے درمیان کے حصے کو ہٹا دیا جاتا ہے اور کراس 12 کی موصلیت کے کھلے حصے پر بھاری دھاگے کی 13 ویں پٹی لگائی جاتی ہے، جس کے بعد دستانے کے جسم 15 کے جھکے ہوئے حصے پر کھردرا پن پیدا ہو جاتا ہے۔ ، جس کے لیے اسے پٹرول میں بھگوئے ہوئے چیتھڑے سے صاف کرکے، اسے کارڈو ٹیپ فائل یا برش سے پروسیس کیا جاتا ہے۔ خول کا وہ حصہ جس پر دستانے کو چپکا دیا جائے گا اسے چمکانے کے لیے صاف کیا جاتا ہے اور پھر پٹرول میں بھگوئے ہوئے کپڑے سے صاف کیا جاتا ہے۔
دستانے کے جسم کے جھکے ہوئے حصے اور خول کے حصے کو پھر نمبر 88H گلو کی ایک پتلی تہہ کے ساتھ لیپت کیا جاتا ہے۔ اگر خول کا قطر دستانے کے اندرونی قطر سے چھوٹا ہے تو، تیل سے بچنے والا ربڑ بینڈ شیل کے ارد گرد زخم ہے، جس کی ہر تہہ چپکنے والی بھی ہوتی ہے۔ گلو کو خشک کرنے کے لیے 5...7 منٹ درکار ہونے کے بعد، دستانے کا جسم ٹیپ کے رول پر جوڑ دیا جاتا ہے۔ ہاؤسنگ E کے ساتھ دستانے کے منسلک ہونے کی گہرائی 30 … 35 ملی میٹر ہونی چاہیے۔
دستانے کے جسم کو ایک خاص کلیمپ یا تانبے یا ہلکے جستی سٹیل کے تار کے چار موڑ کی دو پٹیوں کے ساتھ جس کا قطر 1 ملی میٹر ہے (پہلے جسم پر ربڑ کے ٹیپ کی دو تہوں کو ان جگہوں پر زخم لگانا جہاں وہ ہیں انسٹال)۔
کاغذی ٹیپ کی موصلیت کو نقصان سے بچانے کے لیے ربڑ کی ٹیوبوں کو روئی یا ربڑ کی ٹیپ سے عارضی طور پر دستانے میں باندھنے کے بعد، کیبل کے کور جھک جاتے ہیں۔
ٹپ 1 پلس 8 ملی میٹر کے پائپ حصے کی لمبائی کے برابر جگہ پر تاروں کو موصل کرنے والی تاروں کے سروں کو موڑیں، اس طرح کیبل کی تاروں کو ختم کرنے کے لیے تیار کریں۔ پائپوں کو موڑنے کی سہولت کے لیے، ان علاقوں کی بیرونی سطحوں کو پیٹرولیم جیلی یا چکنا کرنے والے تیل سے مسح کیا جاتا ہے۔
کنڈکٹیو کور کے سروں پر ٹِپس کو دبائیں، ویلڈ کریں یا سولڈر کریں اور پھر ان کے بیلناکار (نلی نما) حصے کو پٹرول سے گیلے ہوئے چیتھڑے سے صاف کریں۔
پائپ کے مڑے ہوئے حصے کو جھاڑو کی فائل یا اسٹیل کے برش سے صاف کرنے کے بعد اسے پٹرول سے گیلے کپڑے سے صاف کیا جاتا ہے، اور پھر اس پر نمبر 88H گلو کی ایک پتلی تہہ لگائی جاتی ہے۔
تیل سے بچنے والے ربڑ کے ٹیپ کے ساتھ زخموں کو اور گلو نمبر 88H کے ساتھ لپیٹے ہوئے رولز کو مقامی انڈینٹیشن طریقہ سے دبانے کے دوران بننے والے نوک کے سوراخوں میں رکھا جاتا ہے۔ اگر نوک کے بیلناکار حصے کا قطر پائپ کے اندرونی قطر سے چھوٹا ہے، یعنی ان میں فرق ہے، تو تیل سے بچنے والے ربڑ کی بہت سی تہوں کو پہلے پٹرول سے صاف کیا گیا تھا اور گلو نمبر 88H کے ساتھ لیپ کیا گیا تھا۔ , نوک پر زخم ہیں، اگر یہ مکمل طور پر ختم کرنے کے لئے ضروری ہے. سیل کرنے کے لیے، ٹیوب کو نوک کے بیلناکار حصے پر کھولا جاتا ہے۔
سگ ماہی کا اثر پائپ کے ایک ٹکڑے کو اتنی لمبائی کے چپکنے سے بھی کیا جا سکتا ہے کہ نوک کے بیلناکار حصے کو مکمل طور پر ڈھانپ لیا جائے اور اس کے دو قطر کے مساوی فاصلے پر مین پائپ میں داخل ہو۔ اس صورت میں، پائپوں کی چپکی ہوئی سطحوں (مین اور سیکشن) کو پہلے کھردرا کیا جاتا ہے، پٹرول میں بھگوئے ہوئے چیتھڑوں سے صاف کیا جاتا ہے، گلو نمبر 88H سے ڈھانپ کر خشک ہونے دیا جاتا ہے۔ پھر گلو نمبر 88H کی ایک موٹی تہہ دوبارہ لگائی جاتی ہے۔ ٹیوب کے حصے کی اندرونی سطح اور فوری طور پر نوک پر دبایا جاتا ہے۔
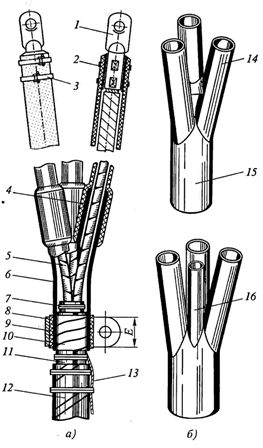
چاول۔ 2. KVR ختم کرنے کی تعمیر (a) اور تھری کور اور فور کور کیبلز کے لیے ربڑ کے دستانے کی قسم (b): 1 — ٹاپ، 2، 11 — PVC ٹیپ وائنڈنگ، 3 — نائٹریٹ ربڑ ٹیوب، 4 — کیبل کور، 5 — دستانے، 6 — بریکٹ، 7 — زمینی تار، 8 — بمپر، 9 — کیبل میان، 10 — تیل سے بچنے والی ربڑ کی پٹی کی مہر، 12 — بیلٹ کی موصلیت، 13 — بینڈیج، 14 — دستانے کی انگلی، 15 — دستانے کا جسم، 16 - فور کور فور کور کیبل کے لیے اضافہ
ایل اے برانڈ کی کاسٹنگ کی مدد سے ویلڈنگ کے ذریعے کور کو مکمل کرتے وقت، تیل سے بچنے والے ربڑ کی ایک پٹی کور کے ننگے حصے پر زخم کی جاتی ہے اور اس کے موڑ کو کور کی نوک اور موصلیت کی طرف منتقل کیا جاتا ہے۔ اس کنڈلی کو 1.5 ... 2 ملی میٹر قطر کے ساتھ بٹی ہوئی جڑی کی مسلسل پٹی کے ساتھ سیل کرنے کی بھی اجازت ہے، جسے اسفالٹ وارنش سے ڈھانپ دیا جاتا ہے۔
ربڑ کی نلیاں کو فٹنگ میں سیل کرنے کے سب سے عام طریقے تصویر 1 میں دکھائے گئے ہیں۔ 3. ربڑ کی نلیاں 1 کو 1 ملی میٹر قطر کے ساتھ تانبے کے تار کے 3 یا چار موڑ کے ساتھ ٹپ کے جسم پر فکس کیا جاتا ہے۔
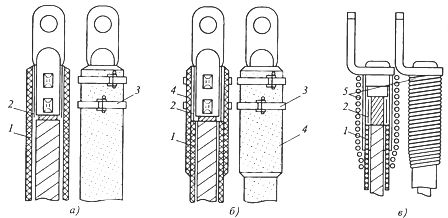
چاول۔ 3.ایلومینیم کی نوک پر ربڑ کے پائپوں کو سیل کرنے کے طریقے: a — پائپ کو پہلے سے رول کر کے، b — پائپ کا ایک ٹکڑا استعمال کرتے ہوئے، c — ڈھلے ہوئے نوک پر بٹی ہوئی جڑی، 1 — ربڑ کا پائپ، 2 — تیل مزاحم ربڑ کے ٹیپ کے ساتھ کنڈلی , 3, 5 — سٹیل ٹیپ اور ٹوائن کی پٹیاں، 4 — ربڑ کی ٹیوب سے بنے کنیکٹر
Epoxy کیبل کے خاتمے، یہ عملدرآمد کی سادگی، وشوسنییتا، اعلی برقی اور مکینیکل طاقت، حفاظت اور گرمی کی مزاحمت (ایسی مہر کا کام کرنے کا درجہ حرارت -50 سے +90 ° C تک ہے) سے ممتاز ہے۔
اس میں KVE قسم کا عمومی عہدہ ہے اور اسے 10 kV تک کے وولٹیج کے لیے ڈیزائن کردہ پاور کیبلز کو ختم کرنے کے لیے استعمال کیا جاتا ہے اور کسی بھی احاطے میں استعمال کیا جاتا ہے، ساتھ ہی بیرونی برقی تنصیبات میں بھی جو ماحول کی بارش اور سورج کی روشنی کے براہ راست نمائش سے تحفظ کے لیے مشروط ہے۔
ایپوکسی کمپاؤنڈ کو ٹھیک کرنے کے بعد ایک ایپوکسی تیار شدہ باڈی بنتی ہے، اسے مخروطی شکل میں ڈھالا جاتا ہے، عارضی طور پر کیبل کے سرے پر پھسل جاتا ہے۔
ایپوکسی باڈی انسرٹ (تصویر 4) مندرجہ ذیل ڈیزائن کا ہو سکتا ہے:
-
KVEN - خشک کمروں میں استعمال کے لیے تاروں کی نائٹریٹ ربڑ ٹیوبوں کے ساتھ،
-
KVED - دو پرت کے ساتھ (پولی وینیل کلورائڈ کی نچلی پرت، پولی تھیلین کی اوپری پرت) رگوں پر پائپوں کے ساتھ مرطوب کمروں اور اشنکٹبندیی اور ذیلی اشنکٹبندیی آب و ہوا والے علاقوں میں استعمال کے لیے،
-
کے وی ای پی — مرطوب کمروں اور اشنکٹبندیی اور ذیلی اشنکٹبندیی آب و ہوا والے علاقوں میں استعمال کے لیے 1 kV تک وولٹیج کے لیے ڈیزائن کردہ کیبل کے ملٹی کور کنڈکٹرز کے اندر سولڈر کیے گئے موصل کنڈکٹرز کے کیسنگ سے باہر نکلنے کے ساتھ،
-
KVEz — 1 kV تک وولٹیج کے لیے ڈیزائن کردہ کیبلز کے سنگل وائر کنڈکٹرز پر نائٹریٹ ربڑ کی ٹیوبوں کے ساتھ اور مرطوب کمروں اور اشنکٹبندیی اور ذیلی اشنکٹبندیی آب و ہوا والے علاقوں میں استعمال کے لیے باکس کے اندر موجود "لاک" ڈیوائس کے ساتھ۔
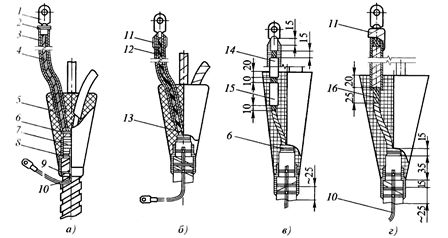
چاول۔ 4. مختلف ڈیزائن کی کیبلز کی فائنل ایپوکسی سیلنگ: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — ٹپ, 2 — بینڈیج یا کلیمپ, 3 — نائٹریٹ ربڑ کی ٹیوب, 4 — فیکٹری کی موصلیت میں کنڈکٹیو تار , 5 — ایپوکسی مکسچر کا کیس، 6 — بیلٹ کی موصلیت پر کچے دھاگوں سے بنی پٹی، 7 — کیبل میان، 8 — ڈبل لیئر وائنڈنگ، 9 — گراؤنڈنگ وائر کی تار کی پٹی، 10 — گراؤنڈنگ وائر، 11 — روئی کے ٹیپ کی وائنڈنگ، ایپوکسی مکسچر سے ڈھکی ہوئی، 12 — ڈبل لیئر پائپ، 13 — موصل تار، 14 — سولڈرنگ کے ذریعے کور کا جنکشن، 15 — چپکنے والی PVC ٹیپ سے سمیٹنا، 16 — کور کا ننگا حصہ
مندرجہ بالا کے علاوہ، KVEo ٹرمینلز بھی بغیر epoxy کاسٹ باڈی کے استعمال کیے جاتے ہیں، لیکن epoxy کے مکسچر کے ساتھ چپکنے والی کاٹن ٹیپس کی ریل کے ساتھ، ان کا مقصد 1 kV تک کے وولٹیج کے لیے سنگل کور کیبلز کو حتمی طور پر ختم کرنا ہوتا ہے، KVEN ٹرمینلز اور KVED جیسی شرائط کے تحت۔
ٹرمینلز کی تنصیب عام ہدایات کے مطابق کیبل کاٹنے کے بعد شروع ہوتی ہے۔ KVEP اور KVEz کے ٹرمینلز کے لیے کیبل سٹرپس کے طول و عرض کا تعین انجیر کے ذریعے کیا جاتا ہے۔ 5 اور ٹیب۔ 1۔
چاول۔ 5. KVEP (a) اور KVEz (b) کو فٹ کرنے کے لیے کیبل کاٹنا: 1 — فیکٹری کی موصلیت میں کور، 2 — بیلٹ کی موصلیت، 3 — میان، 4 — کیبل شیلڈ
KVEP ختم کرنے کی خاصیت یہ ہے کہ یہ کیبل کے کنڈکٹیو کور نہیں ہیں جو اس سے نکلتے ہیں، بلکہ ان سے جڑے ہوئے موصل تار کے ٹکڑے ہوتے ہیں۔ یہ مندرجہ ذیل کے طور پر انجام دیا جاتا ہے.کیبل کور کے کراس سیکشن سے مطابقت رکھنے والے کراس سیکشن کے ساتھ مطلوبہ لمبائی کے موصل تار کا ایک ٹکڑا منتخب کیا جاتا ہے، اس کے سروں کو صاف کیا جاتا ہے، ان میں سے ایک کو کیبل کور اور دوسرے کو نوک سے جوڑنے کی تیاری کی جاتی ہے۔
ٹیبل 1 KVEP اور KVEz فٹنگز کو فٹ کرنے کے لیے کیبل بینڈ کے سائز
چینلز کے حصوں کے حصوں کا سائز، ملی میٹر (تصویر 5 دیکھیں) AOONSGBCEP-1، Quep-2170352040-Qvep-3، Queep-4210502045-CVEP-5، Quep-62405020-Quep-724-، KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
نوٹس:
1. کٹے ہوئے کیبل کور (حصہ Ж) کی لمبائی بچھانے اور کنکشن کی شرائط پر منحصر ہے، لیکن 150 ملی میٹر سے کم نہیں۔
2. KVEz کو ختم کرنے کے لیے سیکشن G کا تعین تاروں کو ختم کرنے کے طریقہ کار کے لحاظ سے کیا جاتا ہے۔
کیبل کے کاپر کور کے ننگے سرے اور تانبے کے تار کو کم کیا جاتا ہے، جوڑنے والی تانبے کی آستین میں ڈالا جاتا ہے اور اس میں POS-30 یا POS-40 سولڈر ڈال کر سولڈر کیا جاتا ہے۔ کیبل کا ایلومینیم کور ایلومینیم کی آستین میں ایلومینیم کے تار سے سولڈرنگ، ڈالنے یا کرمپنگ کے ذریعے منسلک ہوتا ہے۔
کیبل کے کور کو کنڈکٹر سے جوڑنے کے بعد، چپکنے والی پولی وینیل کلورائد ٹیپ کا ایک اسپول بے نقاب جگہ پر لگایا جاتا ہے، گراؤنڈ کنڈکٹر کو شیلڈ اور سٹرپس پر سولڈر کیا جاتا ہے، اور پھر اختتامی مقام پر کور اور میان کو ایسٹون سے کم کیا جاتا ہے۔ جب تک کہ وہ ایپوکسی کمپاؤنڈ کو بہتر آسنجن فراہم نہ کریں۔
کیبل کے تیار کردہ سرے پر ایک حرکت پذیر شنک نصب کیا جاتا ہے، تاکہ کیبل کے کور اس کے کنارے کے ہر نقطہ سے کم از کم 6 ... 7 ملی میٹر کے فاصلے پر ہوں، اور سولڈرنگ سیکشن اندر ہو۔ مولڈ کو ایپوکسی مکسچر کے ساتھ ڈالا جاتا ہے اور سخت ہونے کے بعد اسے ہٹا دیا جاتا ہے۔
KVEz epoxy ٹرمینیشن (تصویر 4، d دیکھیں) KBEp ختم کرنے سے اس میں مختلف ہے کہ 25 ملی میٹر لمبے حصے G، جنہیں تالے کہتے ہیں، موصلیت سے پاک کیبل کے سنگل کور ٹھوس تاروں پر چھوڑے جاتے ہیں (تصویر 5 دیکھیں)۔ اس لمبائی کے نائٹریٹ ربڑ سے بنی ایک ٹیوب کو تاروں کے اوپر بے نقاب حصوں کے ساتھ رکھا جاتا ہے، جس سے ایک سرے کو نوک کے بیلناکار حصے پر کھینچا جا سکے گا اور دوسرے کو ایپوکسی باڈی میں موجود رسیسز کو کم از کم گہرائی تک دھنسا دیا جائے گا۔ 20 ملی میٹر
epoxy کے ساتھ مولڈ کو انسٹال اور بھرتے وقت، KVEz ایمبیڈز وہی ضروریات پوری کرتے ہیں جو KVEP ایمبیڈز کو پورا کرتے ہیں۔
چاول۔ 6. ختم ہونے والی KVV: 1 — کیبل شیلڈ، 2 — گراؤنڈ وائر، 3 — شیلڈ اور میان کی تار کی پٹیاں، 4 — کیبل میان، 5 — فیکٹری سے تیار کردہ موصلیت، 6 — کمر کی موصلیت پر سوتی دھاگے کی پٹی، 7 — فیکٹری میں کور موصلیت، 8 — شیشے کی شکل والی بیلٹ وائنڈنگ، 9 — کور وائنڈنگ، 10 — کور موصلیت پر سوتی دھاگے کی پٹی، 11 — کور کا ننگا حصہ، 12 — کیبل کلیمپ، 13، 15، 17 — پٹیاں، 14 — فلنگ، 16 - برابر کرنے والا رولر
پیویسی سٹرپس کے ساتھ کیبلز کا خاتمہ
پولی وینیل کلورائیڈ ٹیپس اور وارنش (قسم کا عہدہ KVV) سے بنی آخری مہریں کاغذ سے موصل کیبلز کے لیے استعمال ہوتی ہیں، جن کا مقصد 10 kV تک وولٹیج ہوتا ہے اور گھر کے اندر استعمال کیا جاتا ہے، ساتھ ہی بیرونی تنصیبات میں محیط درجہ حرارت 40 ° C سے زیادہ نہ ہو اور موضوع بارش اور سورج کی روشنی کے براہ راست نمائش سے تحفظ کے لیے۔
KVV ختم کرنے کا استعمال اس وقت کیا جاتا ہے جب راستے کے ساتھ کیبل کے مقام کے سب سے اونچے اور نچلے مقام کی سطح میں فرق 10 میٹر سے زیادہ نہ ہو، بصورت دیگر ایک خصوصی KVV ٹرمینیشن استعمال کیا جاتا ہے۔ KVV فٹنگ کی تنصیب کم از کم 5 ° C کے محیطی درجہ حرارت پر کی جاتی ہے۔
KVV (تصویر 6) کی سیلنگ بالترتیب PVC گلو کے کمپوزیشن نمبر 1 (ڈھکن) یا نمبر 2 (فلنگ) کا استعمال کرتے ہوئے چپکنے والی (پہلا ورژن) یا غیر چپکنے والی (دوسرا ورژن) پولی وینیل کلورائڈ ٹیپ کے ساتھ کی جاتی ہے۔ (تصویر. ایک چپکنے والی تہہ کے ساتھ) ٹیپ 0.2 ... 0.3 ملی میٹر موٹی اور 15 ... 20 ملی میٹر چوڑی ہے، اور غیر چپچپا ٹیپ 0.4 ملی میٹر موٹی اور 25 ملی میٹر چوڑی ہے۔ KVV کو مکمل کرنے کے لیے کیبل کراس سیکشن کے طول و عرض کا تعین ٹیبل کے ذریعے کیا جاتا ہے۔ 2 اور انجیر۔ 5، ایک.
کیبل لگز کو کیبل کور کے سروں تک ویلڈیڈ، سولڈرڈ یا کرمپ کیا جاتا ہے۔
مقامی وقفے کے ذریعے لگ کو کچل کر کیبل کور کو ختم کرتے وقت، صرف ٹیوب لگ استعمال کیے جاتے ہیں جن پر فیکٹری کی مہر ہوتی ہے۔ کیبل کے ایلومینیم تار کو کچلنے سے پہلے، ٹپ کی اندرونی سطح کو اسٹیل کے تار کے برش سے صاف کیا جاتا ہے اور کوارٹج ویسلین پیسٹ سے چکنا کیا جاتا ہے۔
تار کے سروں سے موصلیت کو ہٹانے کے بعد نوک کے پائپ والے حصے کی لمبائی کے برابر لمبائی تک اور انہیں کارڈو ٹیپ سے دھاتی چمک تک رگڑنے کے بعد، بے نقاب جگہ کو کوارٹج ویسلین پیسٹ سے چکنا بھی کیا جاتا ہے۔
اس طرح کی تیاری کے بعد، نوک کو اس وقت تک رکھا جاتا ہے جب تک کہ یہ کور پر نہ ٹھہر جائے، اور اسے پہلے سے منتخب کردہ پنچ اینڈ ڈائی کے ساتھ دبانے کے طریقہ کار میں رکھنے کے بعد، اسے موڑ دیں۔کرمپنگ کے بعد نوک کے نلی نما حصے پر حاصل ہونے والے گڑھوں کو پٹرول سے نم کپڑے سے صاف کیا جاتا ہے، مرکب نمبر 2 کے ساتھ چکنا کیا جاتا ہے، اور پھر پولی وینیل کلورائیڈ ٹیپ اور پولی وینیل کلورائیڈ مرکب نمبر 2 کے رول سے بھرا جاتا ہے۔
ٹیپ رول کا حجم اور شکل سوراخ کی گہرائی اور شکل کے مطابق ہونی چاہیے۔ ہانک کو سوراخ میں دبایا جاتا ہے اور پھر کمپاؤنڈ #2 کے ساتھ لیپت کیا جاتا ہے۔
کیبل لگز کے بیلناکار حصے کی بیرونی سطح سے کور موصلیت تک منتقلی پر بننے والے کناروں کو 7.5 ملی میٹر چوڑے پولی وینیل کلورائیڈ ٹیپ کے کوائل سے برابر کیا جاتا ہے، جس کے لیے ٹیپ رول 15 ملی میٹر چوڑا آدھا کاٹا جاتا ہے۔ اسی طرح، سیسہ یا ایلومینیم میان سے بیلٹ کی موصلیت میں منتقلی پر اسکرٹنگ کو سیدھ میں رکھیں۔
ٹیبل 2. KVV ٹرمینل کی تنصیب کے لیے کیبل کی پٹی کے طول و عرض
انسٹالیشن کنڈکٹر سیکشن کا سائز، mm2، وولٹیج کیبلز کے لیے، چینل سیگمنٹس کے کے وی ڈیمینشنز، ملی میٹر (دیکھیں تصویر 4، a)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 70V205…503… 5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-6240185125KV-62401851520F + 12 510025KVV-8—240F + 12510025
نوٹس:
1. کٹی ہوئی تاروں کی لمبائی (سیگمنٹ G) کنکشن کی شرائط پر منحصر ہے، لیکن 1 kV کے وولٹیج کے لیے ایک کیبل کے لیے 150 ملی میٹر سے کم، 6 kV کے وولٹیج کے لیے 250 ملی میٹر اور وولٹیج کے لیے 400 ملی میٹر سے کم نہیں۔ 10 کے وی
2. سیکشن جی کا تعین تاروں کو ختم کرنے کے طریقہ کار کے لحاظ سے کیا جاتا ہے۔
اس کے بعد تار کی موصلیت کی بیرونی سطحوں اور بیلٹ کی موصلیت کو پٹرول کے ساتھ قدرے گیلے ہوئے چیتھڑے سے صاف کریں، اور بیلٹ کی موصلیت سے لے کر نوک کے رابطے والے حصے تک ہر کور کو پولی وینیل کلورائیڈ ٹیپ سے زخم کیا جاتا ہے (تین تہوں میں تار کراس کے ساتھ۔ 95 mm2 تک کا سیکشن اور 120 mm2 اور اس سے زیادہ کے کراس سیکشن کے ساتھ چار تہوں میں)۔
پولی وینیل کلورائد ٹیپ کی تہوں کو پچھلے ٹرن (اوورلیپ) کے 50% اوورلیپ کے ساتھ اور ایک تناؤ کے ساتھ لگایا جاتا ہے جس میں ابتدائی چوڑائی میں 1/4 سے زیادہ کی کمی کے ساتھ ٹیپ کو پھیلایا جاتا ہے۔ ہر کور کی آخری سمیٹنے والی پرت سیسہ یا ایلومینیم میان کی پوری پچ تک پہنچ کر انجام دی جاتی ہے۔
ہر کور کی وائنڈنگ کو برش کے ساتھ ڈھانپ دیا گیا ہے جس میں ساخت نمبر 2 کی موٹی تہہ سیکشن 70، 100 یا 120 ملی میٹر لمبی ہے (بیلٹ کی موصلیت کے اختتام سے گنتی ہے) میان کے ساتھ بالترتیب 25 تک کیبل قطر کے ساتھ ، 40 اور 55 ملی میٹر۔ مرکب ہر کور کی سطح کے اس حصے پر لاگو ہوتا ہے جس کا سامنا اندر کی طرف ہوتا ہے۔
برش یا لکڑی کے اسپاٹولا کا استعمال کرتے ہوئے، کمپاؤنڈ نمبر 2 رگوں کے درمیان اندرونی جگہ کو بھرنے کے لیے استعمال کیا جاتا ہے۔ اس کے بعد رگوں کو ہاتھوں سے ایک بنڈل میں دبایا جاتا ہے اور مرکب نمبر 2 سے ڈھکی ہوئی جگہ سے 10 ملی میٹر کے فاصلے پر روئی کی پٹی کے ساتھ اس پوزیشن میں طے کیا جاتا ہے۔
کمپریسڈ رگوں کے بنڈل کی بیرونی سطح بھی کمپوزیشن #2 کی موٹی پرت کے ساتھ لیپت ہوتی ہے (بنڈل میں نکالی گئی کمپوزیشن کا استعمال کرتے ہوئے)۔ رگوں کے ذریعے بننے والے نالیوں میں مرکب کی مقدار ایسی ہونی چاہیے کہ یہ بنڈل کی سطح کے اوپر تین رولوں کی صورت میں نکلے، یعنی ان کو مرکب سے بھرا نہ چھوڑا جائے، جس میں ہوا اور نمی رہ سکے۔ جمع کرنا
ایک بنڈل میں کمپریس کیے گئے کور کے حصے پر اور کیبل جیکٹ کے حصے پر، پولی وینیل کلورائد ٹیپ کی آٹھ پرتوں کی ایک پٹی شیشے کی وائنڈنگ 50% اوورلیپ کے ساتھ لگائی جاتی ہے (کیبل کراس سیکشن اور وولٹیج سے قطع نظر) اور اس سمیٹ کے سروں سے 20 ملی میٹر کا فاصلہ اور کیبل راڈ کے بیلناکار حصے پر - 1 ملی میٹر (ٹیبل 3) کے قطر کے ساتھ جڑواں کی بٹی ہوئی پٹیاں۔
برش کا استعمال کرتے ہوئے ملبوسات کو پولی وینیل کلورائیڈ کمپاؤنڈ نمبر 1 سے ڈھانپ دیا گیا ہے۔
نمی کی مزاحمت کو بڑھانے کے لیے، مہر کی بیرونی سطح کو اسفالٹ وارنش یا رنگین تامچینی پینٹ سے ڈھانپ دیا جاتا ہے۔
شیشے کی کنڈلی کے اوپر 10 ملی میٹر اوپر لگائی گئی روئی کی پٹی سے بنی ایک عارضی پٹی کو تاروں کو موڑنے اور آلات یا سوئچ گیئر کے متعلقہ ربڑ کے رابطوں سے جوڑنے اور نمبر 2 مرکب کو کافی خشک کرنے کے بعد ہٹایا جا سکتا ہے۔
اس کے علاوہ، مرکب 2 کے خشک ہونے سے پہلے، یہ ضروری ہے کہ امبیڈمنٹ کو امپریگنٹنگ کمپوزیشن کے دباؤ سے رہا کیا جائے، جو کیبل کے سروں کے مقام کی سطح میں فرق کی وجہ سے پیدا ہوتا ہے۔ لوڈ کے تحت نئے نصب شدہ ٹرمینیشن کے ساتھ کیبل کے کنکشن کی تنصیب کے اختتام کے بعد 48 گھنٹے سے پہلے کی اجازت نہیں ہے۔
غیر چپکنے والی پولی وینیل کلورائڈ ٹیپ اور مائع کمپاؤنڈ #1 کا استعمال کرتے ہوئے KVV مہریں اسی طریقے سے نصب کی جاتی ہیں جس طرح چپکنے والی ٹیپ کا استعمال کرتے ہوئے مہریں لگائی جاتی ہیں۔ اس صورت میں، کوائل کی ہر پرت (اگلی پرت کی تکمیل سے پہلے اس کے اوورلے کی کثافت کو کمزور کرنے سے بچنے کے لیے) کو عارضی طور پر 2-3 دھاگوں کی پٹی کے ساتھ طے کیا جاتا ہے۔
ٹیبل 3 کیبل کور کے کراس سیکشن پر پٹی کی چوڑائی کا انحصار
کور سیکشن، mm2162535507095120150185240 بینڈیج چوڑائی، mm25303540455055657075
کوائل کی ہر پرت کی سطح کو پہلے ایک سے ڈھانپ دیا جاتا ہے، اور خشک ہونے کے بعد - ساخت نمبر 1 کی دوسری پرت کے ساتھ۔ پوری لمبائی کے ساتھ، لیکن آہستہ آہستہ 100 ملی میٹر کی لمبائی کے ساتھ حصوں میں.
ایک خاص ڈیزائن کی KVV مہریں کیبل کے سروں کے مقام کی سطح میں بڑے فرق کے ساتھ استعمال کی جاتی ہیں۔ وہ پہلے اور دوسرے ڈیزائن کی مہروں سے اس لحاظ سے مختلف ہیں کہ بنیادی موصلیت پر وائنڈنگ پولی وینیل کلورائیڈ ٹیپ کی پانچ تہوں سے بنی ہے، اور سیل کرنے والی ریڑھ کی ہڈی کو نمبر 2 پولی وینیل کلورائیڈ کمپاؤنڈ کی بجائے ایپوکسی کمپاؤنڈ سے سیل کیا گیا ہے۔
خصوصی تعمیراتی KVV فٹنگز میں، نوک اور بنیادی موصلیت کے درمیان لیولنگ کوائل کو روئی کے ٹیپ کے ساتھ ہر موڑ پر ایپوکسی کی فراخ کوٹنگ کے ساتھ بنایا جاتا ہے۔