ہائی وولٹیج برقی آلات کے برقی رابطوں کی دیکھ بھال
 آلات کے براہ راست حصوں کے رابطے، آلات کے کنکشن، بسیں وغیرہ۔ کرنٹ لے جانے والے سرکٹ میں ایک کمزور نقطہ ہیں اور خرابی اور حادثات کا ذریعہ بن سکتے ہیں۔ اس بات کو ذہن میں رکھتے ہوئے، کسی کو رابطوں کی تعداد کو کم سے کم رکھنے کا مقصد رکھنا چاہیے۔
آلات کے براہ راست حصوں کے رابطے، آلات کے کنکشن، بسیں وغیرہ۔ کرنٹ لے جانے والے سرکٹ میں ایک کمزور نقطہ ہیں اور خرابی اور حادثات کا ذریعہ بن سکتے ہیں۔ اس بات کو ذہن میں رکھتے ہوئے، کسی کو رابطوں کی تعداد کو کم سے کم رکھنے کا مقصد رکھنا چاہیے۔
انجیر میں۔ 1 سب اسٹیشنوں میں سے ایک میں کرنٹ لے جانے والے سرکٹ کا ایک حصہ دکھاتا ہے، جس سے یہ دیکھا جا سکتا ہے کہ سیکشن abc میں سات رابطے تھے، اور تبدیلی کے بعد تین تھے۔ بے کار بجلی کے آؤٹ لیٹس بجلی کی فراہمی کی وشوسنییتا کو کم کرنا اور خرابی اور حادثات کا باعث بن سکتا ہے۔ لہذا، مرمت کے کام کے دوران، سرکٹس سے غیر ضروری رابطوں کو ہٹانے اور زیادہ قابل اعتماد ویلڈیڈ والوں کے ساتھ غیر معتبر رابطوں کو تبدیل کرنے کے لئے ضروری ہے.
رابطوں کے ساتھ متعدد حادثات اور خرابیاں رابطہ کنکشن کے غلط نفاذ یا GOST، قواعد و ضوابط کے تقاضوں کو پورا نہ کرنے کے ساتھ ساتھ غیر معتبر یا گھریلو رابطوں کے استعمال کی وجہ سے ہوتی ہیں۔رابطے کو پہنچنے والے نقصان کی سب سے بڑی تعداد چھڑی، عبوری (تانبے - ایلومینیم)، بولڈ اور خاص طور پر سنگل سکرو رابطوں سے ہوتی ہے۔
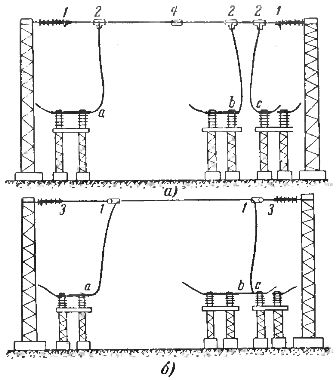
چاول۔ 1. سب سٹیشن سیکشن رابطوں کا خاکہ: a — تبدیلی سے پہلے، b — تبدیلی کے بعد، 1 — ٹینشن کلیمپس، 2 — ٹی بولٹ کلیمپس، 3 — سٹیل انسرٹس، 4 — کنیکٹنگ کلیمپ۔
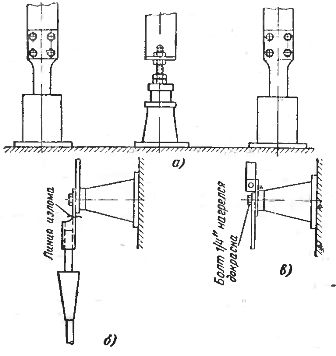
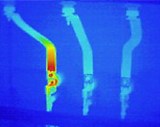
چاول۔ 2. معیارات کے تقاضوں کی عدم تعمیل کی وجہ سے رابطے کی ناکامی کے کچھ عام معاملات: a — انسولیٹر کا کاپر کور ایک سادہ نٹ کے ساتھ ایلومینیم بس سے منسلک ہوتا ہے، b — بریک پوائنٹ پر کیبل راڈ کرتا ہے۔ کیبل کے کراس سیکشن سے مطابقت نہیں رکھتا، c — وہ جگہ جہاں ایلومینیم بس بار کو ڈس کنیکٹر 400 a کے تانبے کے ٹرمینل سے لگایا جاتا ہے …
انجیر میں۔ 2 رابطے کے نقصان کے کئی عام معاملات کو ظاہر کرتا ہے۔ انجیر میں دکھایا گیا نقصان۔ 2، a، فلیٹ بس سے منسلک درمیانی مرحلے کی آستین کی چھڑی کے تانبے کے رابطے پر واقع ہوا۔ دو بیرونی مراحل میں موجودہ ٹرانسفارمرز کے ساتھ چار بولٹ والے بس بار کے رابطے تھے، اور بشنگ کی درمیانی چھڑی کا رابطہ ایک عام نٹ کے ذریعے اسی کراس سیکشن کے بس بار سے جوڑ دیا گیا تھا جیسا کہ بیرونی مراحل کا ہے۔
درمیانی مرحلے کے رابطے اور آخری مراحل کے رابطوں میں فرق واضح ہے۔ آپریٹنگ اہلکاروں نے درمیانی مرحلے میں رابطے کے زیادہ گرم ہونے کا پتہ لگایا، رابطہ کو جدا اور صاف کیا، لیکن اسے تبدیل کرنے کے لیے اقدامات نہیں کیے، جس کے نتیجے میں ایک بڑا حادثہ پیش آیا۔
رابطہ (تصویر 2.6) پر کیبل راڈ (پرانی قسم) پر بریک لائن سے نشان زد جگہ کا کراس سیکشن کیبل کے کراس سیکشنل ایریا کے لحاظ سے ناکافی ہے اور مکینیکل طاقت کے لحاظ سے ناقابل اعتبار ہے۔ . چھوٹی لائن پر کیبل کی تباہی ایک بڑے حادثے کا باعث بنی۔
انجیر میں۔3، c 1/4 «بولٹوں کے حصے کی ناکافیگی کو ظاہر کرتا ہے جو کہ ایک دوسرے سے اور منقطع کرنے والوں کے ساتھ بڑے پیمانے پر بس بار کو باندھنے کے لیے استعمال ہوتے ہیں، بس بار ایک ہی بولٹ کے ساتھ منقطع کرنے والوں کے ساتھ منسلک ہوتے ہیں۔ ایک اصول کے طور پر، بجلی کا سامان فلیٹ ہونا چاہئے. 200 A اور اس سے زیادہ کے کرنٹ کے لیے، فلیٹ کلیمپ میں کم از کم دو بولٹ ہونے چاہئیں۔ آپریٹنگ اہلکاروں کو ایسے تمام رابطوں کی نشاندہی کرنی چاہیے جو جدید تقاضوں کو پورا نہیں کرتے اور نشاندہی کی گئی نقائص کو دور کرنے کے لیے اقدامات کریں۔
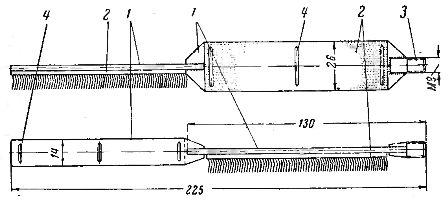
چاول۔ 3. درمیانی حصوں کے بیضوی اور نلی نما کنیکٹر کی اندرونی دیواروں کی صفائی کے لیے دستی برش: 1 — سٹیل پلیٹ، 2 — کارڈو ٹیپ، 3 — ہینڈل کو اسکریو کرنے کے لیے ہینڈل، 4 — کارڈو ٹیپ کو ٹھیک کرنے کے لیے لچکدار تار۔
مرمت اور نظرثانی کے دوران، درست اور محتاط تنصیب، صفائی، سنکنرن تحفظ اور ہٹنے والے رابطہ کنکشن کی تنصیب بہت اہمیت کی حامل ہے۔
رابطے کی سطحوں اور خاص طور پر بیضوی یا نلی نما کنیکٹرز کی صفائی اور چکنا کرنے کی سفارشات کی تعمیل کرنے کے لیے، انسٹالر کو ایک انسٹالیشن کٹ فراہم کرنا ضروری ہے جس میں درج ذیل اشیاء شامل ہوں:
1. 25 سے 600 ملی میٹر 2 (تصویر 3) کے کراس سیکشن کے ساتھ تاروں کو جوڑنے کے لیے بیضوی، گول اور فلیٹ رابطے کی سطحوں کی صفائی کے لیے برش۔ رفلز ہینڈل کے گرد لپیٹے ہوئے ہیں، جو کہ مختلف سائز کے رف اور برش کے لیے عام ہے۔
2. پیٹرول، اینٹی سنکنرن چکنائی اور پیٹرولیم جیلی کے ساتھ پلاسٹک کے جار کا ایک سیٹ۔
3. ایک باکس جس میں برش، کین اور چیتھڑے یا رابطے کی سطحوں کی صفائی کے لیے چیتھڑے محفوظ اور منتقل کیے جاتے ہیں۔
سولڈرڈ رابطوں کی دیکھ بھال
عام آپریٹنگ حالات میں، sintered رابطوں کو بغیر اتارے چلنا چاہیے جب تک کہ سرمیٹ سولڈر مکمل طور پر ختم نہ ہوجائے۔
ہائی پاور ہائی وولٹیج سوئچز کے سنٹرڈ رابطوں کے آپریشن کے تجربے سے پتہ چلتا ہے کہ شارٹ سرکٹ کرنٹ بند ہونے کے بعد سنٹرڈ رابطوں کی عارضی مزاحمت میں اضافہ نہیں ہوتا ہے، اور تانبے کے پگھلنے اور اس کے رساؤ کی وجہ سے بھی کچھ حد تک کمی واقع ہوتی ہے۔ رابطے کی سطح پر۔
فائلوں کے ساتھ سینٹرڈ دھاتی رابطوں کو صاف کرنا عام طور پر اچھے سے زیادہ نقصان پہنچاتا ہے، کیونکہ کچھ صورتوں میں سنٹرڈ کانٹیکٹس کی پہنی ہوئی رابطہ سطحیں نئے سے بہتر کام کرتی ہیں۔ لہذا، دھاتی سیرامک رابطوں کی سطح کی صفائی صرف اسی صورت میں کی جا سکتی ہے جب رابطے کی سطح پر دھات کے انفرادی جمے ہوئے گانٹھ پائے جائیں، جنہیں ہٹا دینا ضروری ہے، جس کے بعد پٹرول میں بھگوئے ہوئے کپڑے سے رابطے کی سطح کو صاف کرنے کی سفارش کی جاتی ہے۔
رابطوں کی اچھی حالت کو ظاہر کرنے والے اہم اشارے
برقی رابطوں کو اس طرح ڈیزائن کیا گیا ہے کہ رابطے پر مشتمل کرنٹ لے جانے والے سرکٹ کے سیکشن کی ٹرانسمیشن مزاحمت ایک ہی لمبائی کے پورے کنڈکٹر کے کرنٹ لے جانے والے سرکٹ کے سیکشن کی مزاحمت کے برابر یا اس سے کم ہو۔ ریٹیڈ کرنٹ جتنا زیادہ ہوگا جس کے لیے رابطہ ڈیزائن کیا گیا ہے، رابطہ کی مزاحمت اتنی ہی کم ہونی چاہیے۔
مینوفیکچررز کی طرف سے ضمانت دی گئی رابطہ مزاحمت مختلف آلات کے لیے مشہور ہیں۔وقت گزرنے کے ساتھ، رابطے کے دباؤ کے کمزور ہونے، سخت آکسائیڈ فلموں کی تشکیل جو کہ ناقص موصل ہیں، رابطے کی سطحوں کے جلنے وغیرہ کی وجہ سے رابطوں کی مزاحمت میں اضافہ ہو سکتا ہے۔
بولٹ والے رابطوں کی رابطہ مزاحمت میں اضافہ کمپن کی وجہ سے رابطے کی تنگی کے کمزور ہونے، ڈھیلے ہونے اور خلاف ورزی کی وجہ سے ہوسکتا ہے یا بولٹ اور رابطہ ربڑ کے مواد کی تھرمل توسیع کے گتانک میں فرق ہے۔ جب بولٹس کو ٹھنڈا کیا جاتا ہے تو، رابطہ مواد میں بڑھتے ہوئے دباؤ بن سکتے ہیں، جس سے رابطے کی پلاسٹک کی خرابی ہوتی ہے، اور شارٹ سرکٹ کرنٹ کے ساتھ، رابطے کے مواد کی تیزی سے حرارت اور توسیع ہوتی ہے، جس سے رابطے کی خرابی اور تباہی ہوتی ہے۔
رابطے کی مزاحمت جتنی کم ہوگی، کرنٹ گزرنے پر اس میں اتنی ہی کم حرارت خارج ہوتی ہے اور زیادہ کرنٹ کسی مخصوص درجہ حرارت پر ایسے رابطے سے گزر سکتا ہے۔
رابطے میں حرارت کا اخراج رابطہ مزاحمت اور کرنٹ کے مربع کے متناسب ہے: Q = I2Rset، جہاں Q رابطہ میں پیدا ہونے والی حرارت ہے، Rset — رابطہ مزاحمت، اوہم، I — رابطے سے گزرنے والا کرنٹ، اور، t - وقت، سیکنڈ۔
رابطہ درجہ حرارت کی پیمائش مطلوبہ نتائج نہیں دے سکتی اگر یہ پیمائش زیادہ سے زیادہ بوجھ کی مدت کے دوران نہیں کی جاتی ہے۔ مدت سے زیادہ تر معاملات میں، زیادہ سے زیادہ بوجھ اندھیرے کے بعد ہوتا ہے، یعنی جب کام کا دن ختم ہوتا ہے، تو لائنوں پر رابطے کے درجہ حرارت کی پیمائش کرنا اور زیادہ سے زیادہ بوجھ پر سب سٹیشن کھولنا ممکن نہیں ہوتا ہے۔اس کے علاوہ، روابط موجودہ لے جانے والے پرزوں سے زیادہ بڑے بنائے جاتے ہیں، اور دھاتوں کی تھرمل صلاحیت اور تھرمل چالکتا زیادہ ہوتی ہے، اس لیے رابطوں کا گرم ہونا رابطے کی حقیقی خرابی سے مطابقت نہیں رکھتا، جس کا تعین منتقلی سے ہوتا ہے۔ مزاحمت …
بعض صورتوں میں، رابطوں کی حالت کا اندازہ کرنے کے لیے، رابطے کی مزاحمت کی قدر نہیں، بلکہ رابطے کے کنکشن پر مشتمل کرنٹ لے جانے والے سرکٹ کے حصے میں وولٹیج ڈراپ کی قدر کا استعمال کیا جاتا ہے۔ وولٹیج ڈراپ رابطے کی مزاحمت اور کرنٹ کی شدت کے متناسب ہو گا: ΔU = RkAz، جہاں ΔU رابطہ پر مشتمل علاقے میں وولٹیج ڈراپ ہے، Rk رابطہ مزاحمت ہے، Iz رابطے کے ذریعے بہنے والا کرنٹ ہے۔
چونکہ وولٹیج ڈراپ کرنٹ لے جانے والے سرکٹ کے ناپے ہوئے حصے سے بہنے والے کرنٹ کی شدت پر منحصر ہے، اس لیے کرنٹ لے جانے والے سرکٹ کے سیکشن میں وولٹیج ڈراپ کا موازنہ کرنے کا طریقہ رابطہ پر مشتمل ہے اور اس حصے میں جس میں رابطہ نہیں ہے۔ رابطے کی حالت کا اندازہ کرنے کے لیے استعمال کیا جاتا ہے۔
اگر، جب ایک ہی طول و عرض کا ایک کرنٹ ایک ہی لمبائی کے حصوں سے گزرتا ہے، تو رابطہ والے حصے میں وولٹیج ڈراپ نکلتا ہے، مثال کے طور پر، پورے تار کے حصے میں وولٹیج ڈراپ سے 2 گنا زیادہ، پھر لہذا، رابطے میں مزاحمت بھی 2 گنا زیادہ ہوگی۔
اس طرح، رابطے کی حالت کو تین اشارے سے جانچا جا سکتا ہے:
a) رابطے کی اومک مزاحمت اور کنڈکٹر کے پورے کراس سیکشن کا تناسب،
ب) رابطہ اور کنڈکٹر کے پورے حصے پر وولٹیج ڈراپ کا تناسب،
(c) رابطے اور پورے کنڈکٹر کے درجہ حرارت کا تناسب۔
کچھ پاور سسٹمز میں، اس تناسب کو "ناکامی کا عنصر" کہنے کا رواج ہے۔
کانٹیکٹ ڈیفیکٹ فیکٹر K1 کو سیکشن کی اومک ریزسٹنس کے تناسب کے طور پر سمجھا جاتا ہے جس میں پورے تار کی لمبائی کے برابر سیکشن کی اومک ریزسٹنس کا رابطہ ہوتا ہے: K1 = RDa se/R° С
کنٹیکٹ ڈیفیکٹ فیکٹر K2 کو اس علاقے میں وولٹیج ڈراپ کے تناسب کے طور پر سمجھا جاتا ہے جس میں کرنٹ کی مستقل قدر پر پورے کنڈکٹر کی لمبائی کے برابر علاقے میں وولٹیج ڈراپ سے رابطہ ہوتا ہے: K2 = ΔUк /ΔUц
رابطے کے K3 کی خرابی کو ایک ہی موجودہ قیمت پر پورے کنڈکٹر کے درجہ حرارت کے رابطے میں ناپے گئے درجہ حرارت کے تناسب کے طور پر سمجھا جاتا ہے: K3 = TYes/T° C
اچھے رابطے کے لیے خرابی کا تناسب ہمیشہ ایک سے کم ہوتا ہے۔ جب رابطہ بگڑتا ہے، تو خرابی کی شرح بڑھ جاتی ہے، اور جتنا بڑا نقص ہوتا ہے، خرابی کی شرح اتنی ہی زیادہ ہوتی ہے۔
عیب دار رابطوں کو مسترد کرنے کی درستگی کے متعدد تقابلی چیک مائیکرو اوہمیٹر کا استعمال کرتے ہوئے براہ راست کرنٹ پر رابطے کی اومک مزاحمت کی پیمائش کرکے، رابطے والے علاقے میں وولٹیج کی کمی کی پیمائش کرکے، اور رابطے کے حرارتی درجہ حرارت کی پیمائش کرکے کئے گئے۔
ایک ہی وقت میں، یہ پایا گیا کہ رابطہ کی خرابی کا عنصر K1 اس وقت زیادہ پایا گیا جب ڈیفیکٹ فیکٹر K2 کے مقابلے میں براہ راست کرنٹ پر عارضی مزاحمت کی پیمائش کی گئی، جو درجہ حرارت کی پیمائش کرتے وقت کام کرنے والے بوجھ پر الٹرنیٹنگ کرنٹ میں وولٹیج ڈراپ کی پیمائش کے ذریعے حاصل کی گئی۔ رابطہ حرارتی.اس طرح، درجہ حرارت کی پیمائش رابطہ کنکشن کے معیار کا ایک اچھا اشارہ نہیں ہے.
پاور پلانٹس اور پاور ٹرانسمیشن نیٹ ورکس کے تکنیکی آپریشن کے قواعد کے مطابق مزاحمت یا وولٹیج 2 سے اوپر گرنے کے لیے نقائص کے گتانک والے پاور لائن کنیکٹرز کے رابطے تبدیل یا مرمت کے تابع ہیں۔