ہائی فریکوئنسی برقی موٹرز
 چھوٹے سوراخوں کو پیستے وقت، کافی حد تک کاٹنے کی رفتار حاصل کرنے کے لیے بہت زیادہ پیسنے والی سپنڈل کی رفتار درکار ہوتی ہے۔ لہٰذا، جب صرف 30 میٹر فی سیکنڈ کی رفتار سے 3 ملی میٹر قطر کے دائرے کے ساتھ 5 ملی میٹر قطر کے سوراخوں کو پیستے ہیں، تو اسپنڈل کی گردش کی رفتار 200,000 rpm ہونی چاہیے۔
چھوٹے سوراخوں کو پیستے وقت، کافی حد تک کاٹنے کی رفتار حاصل کرنے کے لیے بہت زیادہ پیسنے والی سپنڈل کی رفتار درکار ہوتی ہے۔ لہٰذا، جب صرف 30 میٹر فی سیکنڈ کی رفتار سے 3 ملی میٹر قطر کے دائرے کے ساتھ 5 ملی میٹر قطر کے سوراخوں کو پیستے ہیں، تو اسپنڈل کی گردش کی رفتار 200,000 rpm ہونی چاہیے۔
بیلٹ ڈرائیو کی رفتار بڑھانے کی درخواست بیلٹ کے زیادہ سے زیادہ قابل اجازت انقلابات سے محدود ہے۔ بیلٹ کے ذریعے چلائے جانے والے اسپنڈلز کی گردش کی رفتار عام طور پر 10,000 انقلاب فی منٹ سے زیادہ نہیں ہوتی ہے، اور بیلٹ پھسل جاتی ہیں، تیزی سے ناکام ہوجاتی ہیں (150-300 گھنٹے کے بعد) اور آپریشن کے دوران کمپن پیدا ہوجاتی ہیں۔
تیز رفتار نیومیٹک پہیے بھی اپنی میکانکی خصوصیات کی بہت اہم نرمی کی وجہ سے ہمیشہ موزوں نہیں ہوتے ہیں۔
بال بیرنگ کی تیاری کے لیے تیز رفتار سپنڈلز بنانے کا مسئلہ خاص اہمیت کا حامل ہے، جہاں اعلیٰ معیار کی اندرونی اور نالی پیسنے کی ضرورت ہوتی ہے۔ اس سلسلے میں، 12,000-50,000 rpm کی گردش کی رفتار کے ساتھ نام نہاد الیکٹرو اسپنڈلز کے متعدد ماڈل مشین ٹول اور بال بیئرنگ انڈسٹری میں استعمال ہوتے ہیں۔
الیکٹرک سپنڈل (تصویر 1) ایک تین ناک پیسنے والا سپنڈل ہے جس میں بلٹ ان ہائی فریکونسی گلہری پنجرے والی موٹر ہے۔ موٹر روٹر پیسنے والے پہیے کے مخالف سپنڈل کے آخر میں دو اسپرس کے درمیان واقع ہے۔
دو یا چار سپورٹ والی تعمیرات کم استعمال ہوتی ہیں۔ مؤخر الذکر صورت میں، موٹر شافٹ ایک کپلنگ کا استعمال کرتے ہوئے تکلی سے منسلک ہوتا ہے۔
اسپنڈل موٹر کا اسٹیٹر الیکٹریکل اسٹیل شیٹ سے اسمبل کیا جاتا ہے۔ اس پر دو قطبی کنڈلی ہے۔ 30-50 ہزار انقلاب فی منٹ تک کی گردش کی رفتار پر موٹر کا روٹر بھی شیٹ میٹل سے ڈائل کیا جاتا ہے اور روایتی شارٹ سرکٹ وائنڈنگ سے لیس ہوتا ہے۔ وہ روٹر کے قطر کو ہر ممکن حد تک کم کرتے ہیں۔
50,000 rpm سے اوپر کی رفتار پر، اہم نقصانات کی وجہ سے، سٹیٹر بہتے ہوئے پانی کو ٹھنڈا کرنے والے کیسنگ سے لیس ہے۔ اس رفتار سے کام کرنے کے لیے بنائے گئے انجنوں کے روٹر ایک ٹھوس اسٹیل سلنڈر کی شکل میں بنائے جاتے ہیں۔
الیکٹرو اسپنڈلز کے آپریشن کے لیے بیئرنگ کی قسم کا انتخاب خاص اہمیت کا حامل ہے۔ زیادہ درستگی کے ساتھ کروی بیرنگ -50,000 rpm تک گھومنے والی رفتار پر استعمال ہوتے ہیں۔ ایسے بیرنگ کی زیادہ سے زیادہ کلیئرنس 30 مائکرون سے زیادہ نہیں ہونی چاہیے، جو کہ مناسب بھرنے سے حاصل ہوتی ہے۔ بیرنگ کیلیبریٹڈ اسپرنگس کا استعمال کرتے ہوئے بنائے گئے پری لوڈ کے ساتھ کام کرتے ہیں۔ بال بیئرنگ پری لوڈ اسپرنگس کو کیلیبریٹ کرتے وقت اور ان کے فٹ ہونے کا انتخاب کرتے وقت بہت احتیاط کی جانی چاہیے۔
50,000 ریوولیشنز فی منٹ سے اوپر کی گردشی رفتار پر، جرنل بیرنگ تسلی بخش کام کرتے ہیں جب انہیں خصوصی پمپ کے ذریعہ فراہم کردہ ورکنگ آئل کے ذریعے ٹھنڈا کیا جاتا ہے۔ بعض اوقات چکنا کرنے والا مادہ سپرے کی حالت میں فراہم کیا جاتا ہے۔
ہائی فریکوئنسی 100,000 rpm الیکٹرو اسپنڈلز بھی ایروڈائنامک بیرنگ (ایئر لیبریکیٹڈ بیرنگ) پر بنائے گئے ہیں۔
اعلی تعدد والی الیکٹرک موٹروں کی تیاری کے لیے انفرادی حصوں کی انتہائی درست تیاری، روٹر کے متحرک توازن، عین مطابق اسمبلی اور سٹیٹر اور روٹر کے درمیان فرق کی سخت یکسانیت کو یقینی بنانے کی ضرورت ہوتی ہے۔
مندرجہ بالا کے سلسلے میں، برقی تکلی کی پیداوار خصوصی تکنیکی حالات کے مطابق کی جاتی ہے.
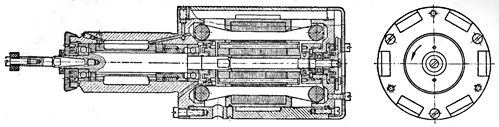
انجیر. 1. ہائی فریکوئنسی برقی پیسنے تکلا.
اعلی تعدد موٹرز کی کارکردگی نسبتاً کم ہے۔ یہ سٹیل کے بڑھتے ہوئے نقصانات اور رگڑ سے ہونے والے نقصانات کی موجودگی کی وجہ سے ہے۔
اعلی تعدد برقی موٹروں کے طول و عرض اور وزن نسبتاً چھوٹے ہیں۔

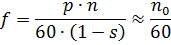
چاول۔ 2. جدید ہائی فریکوئنسی برقی تکلا
بال بیرنگ کی تیاری میں بیلٹ ڈرائیوز کے بجائے الیکٹرک اسپنڈلز کا استعمال اندرونی پیسنے والی مشینوں کی محنت کی پیداواری صلاحیت کو کم از کم 15-20% تک بڑھاتا ہے اور ٹیپر، اوولٹی اور سطح کی صفائی میں ردّوں کو تیزی سے کم کرتا ہے۔ اسپنڈلز کو پیسنے کی پائیداری میں 5-10 گنا یا اس سے زیادہ اضافہ ہوتا ہے۔
1 ملی میٹر سے کم قطر والے سوراخوں کی سوراخ کرنے کے لیے تیز رفتار سپنڈلز کا استعمال بھی بہت دلچسپی کا حامل ہے۔
اعلی تعدد الیکٹرک موٹر کو فراہم کرنے والے کرنٹ کی فریکوئنسی فارمولے کے مطابق الیکٹرک موٹر کی مطلوبہ گردش کی رفتار n کی بنیاد پر منتخب کی جاتی ہے۔
چونکہ p = 1۔
لہذا، 12,000 اور 120,000 rpm کے برقی سپنڈلز کی گردش کی رفتار پر، بالترتیب 200 اور 2000 Hz کی فریکوئنسی کی ضرورت ہوتی ہے۔
خصوصی ہائی فریکوئنسی جنریٹر پہلے ہائی فریکوئنسی موٹرز کو پاور کرنے کے لیے استعمال کیے جاتے تھے۔اب، ان مقاصد کے لیے، سٹیٹک فریکوئنسی کنورٹرز کو تیز رفتار فیلڈ ایفیکٹ ٹرانزسٹرز پر استعمال کیا جاتا ہے۔
انجیر میں۔ 3 گھریلو پیداوار کا تین فیز ہم وقت ساز انڈکشن جنریٹر دکھاتا ہے (قسم GIS-1)۔ جیسا کہ ڈرائنگ سے دیکھا جا سکتا ہے، اس طرح کے جنریٹر کے سٹیٹر پر چوڑے اور تنگ نالی ہیں۔ فیلڈ وائنڈنگ، جس کے کنڈلی سٹیٹر کے وسیع سلاٹ میں واقع ہیں، براہ راست کرنٹ کے ساتھ فراہم کی جاتی ہے۔ ان وائنڈنگز کا مقناطیسی میدان اسٹیٹر دانتوں اور روٹر کے تخمینے کے ذریعے بند ہوتا ہے جیسا کہ تصویر میں دکھایا گیا ہے۔ 3 نقطے والی لکیر کے ساتھ۔
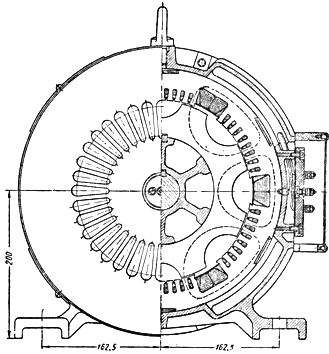
چاول۔ 3. اضافہ تعدد کے ساتھ انڈکشن کرنٹ جنریٹر۔
جب روٹر گھومتا ہے تو، روٹر پروٹریشنز کے ساتھ حرکت کرنے والا مقناطیسی میدان اسٹیٹر کے تنگ سلاٹوں میں واقع الٹرنیٹنگ کرنٹ وائنڈنگ کے موڑ کو عبور کرتا ہے اور ایک متبادل ای کو آمادہ کرتا ہے۔ وغیرہ c. اس e کی تعدد وغیرہ c. گردش کی رفتار اور روٹر کانوں کی تعداد پر منحصر ہے۔ فیلڈ واؤنڈ ونڈنگز میں ایک ہی بہاؤ سے پیدا ہونے والی الیکٹرو موٹیو قوتیں کنڈلیوں کے آنے والے ایکٹیویشن کی وجہ سے ایک دوسرے کو منسوخ کر دیتی ہیں۔
اتیجیت کنڈلی کو AC مینز سے منسلک سیلینیم ریکٹیفائر کے ذریعے کھلایا جاتا ہے۔ اسٹیٹر اور روٹر دونوں میں شیٹ اسٹیل سے بنے مقناطیسی کور ہوتے ہیں۔
بیان کردہ ڈیزائن کے ساتھ جنریٹرز 1.5 کی معمولی طاقت کے ساتھ تیار کیے جاتے ہیں۔ 3 اور 6 کلو واٹ اور 400، 600، 800 اور 1200 ہرٹز کی فریکوئنسیوں پر۔ ہم وقت ساز جنریٹرز کی گردش کی برائے نام رفتار 3000 rpm ہے۔