الیکٹرولیسس - عمل، مقصد اور اطلاق کا اصول
الیکٹرولیسس کے عمل
 الیکٹرولیسس الوہ دھات کاری اور متعدد کیمیائی صنعتوں میں وسیع پیمانے پر ہے۔ ایلومینیم، زنک، میگنیشیم جیسی دھاتیں بنیادی طور پر الیکٹرولیسس کے ذریعے حاصل کی جاتی ہیں۔ اس کے علاوہ، الیکٹرولیسس کا استعمال تانبے، نکل، سیسہ کو صاف کرنے (پاک کرنے) کے ساتھ ساتھ ہائیڈروجن، آکسیجن، کلورین اور دیگر کئی کیمیکلز بنانے کے لیے بھی کیا جاتا ہے۔
الیکٹرولیسس الوہ دھات کاری اور متعدد کیمیائی صنعتوں میں وسیع پیمانے پر ہے۔ ایلومینیم، زنک، میگنیشیم جیسی دھاتیں بنیادی طور پر الیکٹرولیسس کے ذریعے حاصل کی جاتی ہیں۔ اس کے علاوہ، الیکٹرولیسس کا استعمال تانبے، نکل، سیسہ کو صاف کرنے (پاک کرنے) کے ساتھ ساتھ ہائیڈروجن، آکسیجن، کلورین اور دیگر کئی کیمیکلز بنانے کے لیے بھی کیا جاتا ہے۔
الیکٹرولائسز کا جوہر الیکٹرولائٹ سے مادے کے ذرات کو الگ کرنا ہے جب ایک براہ راست کرنٹ الیکٹرولائٹک غسل سے گزرتا ہے اور غسل میں ڈوبے ہوئے الیکٹروڈز پر ان کا جمع ہوتا ہے (الیکٹرو ایکسٹریکشن) یا جب مادے کو ایک الیکٹروڈ سے دوسرے الیکٹرولائٹ کے ذریعے منتقل کیا جاتا ہے۔ الیکٹرولیٹک ریفائننگ)۔ دونوں صورتوں میں، عمل کا مقصد خالص ترین ممکنہ مادوں کو حاصل کرنا ہے جو نجاست سے آلودہ نہ ہوں۔
اس کے برعکس میں الیکٹرانک چالکتا الیکٹرولائٹس میں دھاتیں (پانی میں نمکیات، تیزاب اور اڈوں کے محلول اور کچھ دوسرے سالوینٹس کے ساتھ ساتھ پگھلے ہوئے مرکبات میں)، آئنک چالکتا کا مشاہدہ کیا جاتا ہے۔
الیکٹرولائٹس دوسرے درجے کے موصل ہیں۔ان محلولوں اور پگھلنے میں، الیکٹرولائٹک انحطاط ہوتا ہے - مثبت اور منفی چارج شدہ آئنوں کا ٹوٹ جانا۔
اگر برقی توانائی کے منبع سے جڑے الیکٹروڈز کو ایک برتن میں الیکٹرولائٹ - ایک الیکٹرولائزر کے ساتھ رکھا جائے تو اس میں ایک آئنک کرنٹ بہنا شروع ہو جائے گا، اور مثبت طور پر چارج شدہ آئن - کیشنز کیتھوڈ میں چلے جائیں گے (یہ بنیادی طور پر دھاتیں اور ہائیڈروجن ہیں۔ )، اور منفی چارج شدہ آئنز — anions (کلورین، آکسیجن) — انوڈ تک۔
اینوڈ پر، اینون اپنا چارج چھوڑ دیتے ہیں اور غیر جانبدار ذرات بن جاتے ہیں جو الیکٹروڈ پر جم جاتے ہیں۔ کیتھوڈ پر، کیشنز الیکٹروڈ سے الیکٹران لیتے ہیں اور اسے بھی بے اثر کر دیا جاتا ہے، اس پر بس جاتا ہے، اور الیکٹروڈ پر بلبلوں کی شکل میں خارج ہونے والی گیسیں اوپر اٹھتی ہیں۔
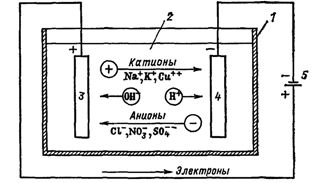
چاول۔ 1. الیکٹرولیسس کے دوران عمل۔ الیکٹرک غسل سرکٹ: 1 — غسل، 2 — الیکٹرولائٹ، 3 — اینوڈ، 4 — کیتھوڈ، 5 — بجلی کی فراہمی
بیرونی سرکٹ میں برقی رو انوڈ سے کیتھوڈ تک الیکٹران کی حرکت ہے (تصویر 1)۔ اس صورت میں، حل ختم ہو گیا ہے، اور الیکٹرولیسس کے عمل کے تسلسل کو برقرار رکھنے کے لیے، اسے افزودہ کرنا ضروری ہے۔ اس طرح الیکٹرولائٹ (الیکٹرو ایکسٹریکشن) سے کچھ مادے نکالے جاتے ہیں۔

اگر الیکٹروڈ کو اسی مادہ کے آئنوں کے ساتھ محلول میں رکھا جائے جس سے یہ بنایا گیا ہے، تو الیکٹروڈ اور محلول کے درمیان ایک خاص پوٹینشل پر نہ تو الیکٹروڈ تحلیل ہوتا ہے اور نہ ہی محلول سے مادہ اس پر جمع ہوتا ہے۔
اس پوٹینشل کو مادہ کی نارمل پوٹینشل کہا جاتا ہے۔ اگر الیکٹروڈ پر زیادہ منفی پوٹینشل کا اطلاق ہوتا ہے، تو اس پر کسی مادے کا اخراج (کیتھوڈک عمل) شروع ہو جائے گا، لیکن اگر یہ زیادہ مثبت ہے، تو اس کی تحلیل (انوڈک عمل) شروع ہو جائے گی۔
عام پوٹینشل کی قدر آئن کے ارتکاز اور درجہ حرارت پر منحصر ہے۔ عام طور پر ہائیڈروجن کی عام صلاحیت کو صفر سمجھنا قبول کیا جاتا ہے۔ جدول 1 + 25 ° C پر مادوں کے کچھ آبی محلولوں کے عام الیکٹروڈ پوٹینشل دکھاتا ہے۔
ٹیبل 1. + 25 ° C پر عام الیکٹروڈ پوٹینشل
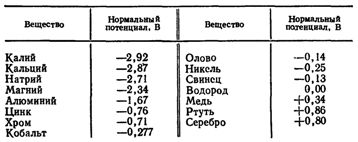
اگر الیکٹرولائٹ میں مختلف دھاتوں کے آئن ہوتے ہیں، تو کم منفی نارمل پوٹینشل والے آئن (تانبا، چاندی، سیسہ، نکل) پہلے کیتھوڈ پر الگ کیے جاتے ہیں۔ الکلائن زمین کی دھاتوں کو الگ کرنا سب سے مشکل ہے۔ اس کے علاوہ، آبی محلول میں ہمیشہ ہائیڈروجن آئن موجود ہوتے ہیں، جو تمام دھاتوں کے مقابلے میں منفی عام پوٹینشل کے ساتھ پہلے خارج ہوتے ہیں، اس لیے، بعد کے الیکٹرولائسز کے دوران، ایک اہم یا حتیٰ کہ زیادہ تر توانائی ہائیڈروجن کے اخراج پر خرچ ہوتی ہے۔ .
خاص اقدامات کی مدد سے بعض حدود میں ہائیڈروجن کے ارتقاء کو روکنا ممکن ہے، لیکن 1 V سے کم کی عام صلاحیت والی دھاتیں (مثال کے طور پر، میگنیشیم، ایلومینیم، الکلائن زمین کی دھاتیں) کو الیکٹرولیسس کے ذریعے حاصل نہیں کیا جا سکتا۔ پانی کا حل. وہ ان دھاتوں کے پگھلے ہوئے نمکیات کے گلنے سے حاصل ہوتے ہیں۔
جدول میں اشارہ کردہ مادوں کے عام الیکٹروڈ پوٹینشل۔1، وہ کم سے کم ہیں جن پر الیکٹرولائسز کا عمل شروع ہوتا ہے، عملی طور پر اس عمل کی ترقی کے لیے پوٹینشل کی بڑی قدروں کی ضرورت ہوتی ہے۔
الیکٹرولیسس کے دوران الیکٹروڈ کی اصل صلاحیت اور اس کی عام پوٹینشل کے درمیان فرق کو اوور وولٹیج کہا جاتا ہے۔ یہ الیکٹرولیسس کے دوران توانائی کے نقصانات کو بڑھاتا ہے۔
دوسری طرف، ہائیڈروجن آئنوں کے لیے اوور وولٹیج میں اضافہ اسے کیتھوڈ پر چھوڑنا مشکل بناتا ہے، جس سے پانی کے محلول سے الیکٹرولائسز کے ذریعے حاصل کرنا ممکن ہو جاتا ہے جو کہ ہائیڈروجن سے زیادہ منفی ہوتی ہیں، جیسے کہ سیسہ، ٹن، نکل۔ ، کوبالٹ، کرومیم اور یہاں تک کہ زنک۔ یہ الیکٹروڈز پر موجودہ کثافت میں اضافے کے ساتھ ساتھ الیکٹرولائٹ میں کچھ مادوں کو متعارف کروا کر عمل کو انجام دینے سے حاصل کیا جاتا ہے۔
الیکٹرولیسس کے دوران کیتھوڈک اور انوڈک رد عمل کا تعین فیراڈے کے درج ذیل دو قوانین سے ہوتا ہے۔
1. کیتھوڈ میں الیکٹرولائسز کے دوران جاری ہونے والے مادہ md کا ماس یا اینوڈ سے الیکٹرولائٹ تک منتقل ہونے والا مادہ الیکٹرولائٹ Azτ سے گزرنے والی بجلی کی مقدار کے متناسب ہے: me = α/τ، یہاں a مادہ کا الیکٹرو کیمیکل مساوی ہے۔ ، جی / سی۔
2. بجلی کی اتنی ہی مقدار کے ساتھ الیکٹرولائسز کے دوران جاری ہونے والے مادے کا ماس A کے جوہری کمیت کے براہ راست متناسب ہے اور اس کے valence n: mNS = A / 96480n کے الٹا متناسب ہے، یہاں 96480 Faraday نمبر ہے، C x mol -1۔
اس طرح، ایک مادہ α= A/96480n کا الیکٹرو کیمیکل مساوی گرام میں کسی مادہ کی کمیت کی نمائندگی کرتا ہے جو الیکٹرولائٹک غسل سے گزرنے والی بجلی کی یونٹ مقدار سے جاری ہوتا ہے — ایک کولمب (ایمپیئر سیکنڈ)۔
تانبے کے لیے A = 63.54، n =2، α =63.54/96480-2= 0.000329 g/C، نکل کے لیے α =0.000304 g/C، زنک کے لیے α = 0.00034 g/C

مادہ کی کمیت کا اصل میں اس کے بڑے پیمانے پر جاری ہونے کا تناسب جو فیراڈے کے قانون کے مطابق جاری ہونا چاہیے تھا مادہ کی موجودہ پیداوار η1 کہلاتا ہے۔
لہذا، ایک حقیقی عمل کے لیے mNS = η1 NS (A/96480n) NS It
قدرتی طور پر، ہمیشہ η1
موجودہ کارکردگی نمایاں طور پر الیکٹروڈ کی موجودہ کثافت پر منحصر ہے۔ جیسا کہ الیکٹروڈ موجودہ کثافت میں اضافہ ہوتا ہے، موجودہ کارکردگی میں اضافہ ہوتا ہے اور عمل کی کارکردگی میں اضافہ ہوتا ہے۔
الیکٹرولائزر کو فراہم کی جانے والی وولٹیج Uel پر مشتمل ہے: بریک ڈاؤن وولٹیج Ep (انوڈک اور کیتھوڈک رد عمل کا ممکنہ فرق)، انوڈک اور کیتھوڈک اوور وولٹیجز کا مجموعہ، الیکٹرولائٹ Ep میں وولٹیج ڈراپ، الیکٹرولائٹ Ue میں وولٹیج ڈراپ = IRep (Rep — electrolytic resistance)، ٹائروں میں وولٹیج کی کمی، رابطے، الیکٹروڈ Uc = I(Rw +Rto +RNS)۔ ہمیں ملتا ہے: Uel = Ep + Ep + Ue + Us۔
الیکٹرولیسس کے دوران استعمال ہونے والی طاقت اس کے برابر ہے: Rel = IUmail = I(Ep + Ep + Ue + Uc)
اس طاقت میں سے، صرف پہلا جزو رد عمل کے انعقاد کے لیے استعمال ہوتا ہے، باقی عمل کے حرارت کے نقصانات ہیں۔ صرف پگھلے ہوئے نمکیات کے برقی تجزیہ کے دوران، الیکٹرولائٹ IUe میں خارج ہونے والی حرارت کا کچھ حصہ مفید طور پر استعمال ہوتا ہے، کیونکہ یہ الیکٹرولائزر میں چارج شدہ نمکیات کو پگھلانے پر خرچ ہوتا ہے۔
الیکٹرولائسز غسل کی کارکردگی کا اندازہ گرام میں مادہ کے بڑے پیمانے پر استعمال ہونے والی بجلی کے فی 1 J سے لگایا جا سکتا ہے۔اس قدر کو کسی مادے کی توانائی کی پیداوار کہا جاتا ہے۔ اسے qe = (αη1) /Uel100 کے اظہار سے پایا جا سکتا ہے، یہاں α — ایک مادہ کے الیکٹرو کیمیکل مساوی، g/C، η1 — موجودہ آؤٹ پٹ، Uemail — ایک الیکٹرولائٹک کا وولٹیج سیل، وی.